

By Brett Raisanen, president Forward Technology
Hot plate welding and infrared welding are similar in many aspects, but there are critical differences that are important when deciding between the two for the welding of thermoplastics parts. Both methods of thermoplastic joining create robust, hermetically sealed products if the parts and equipment are properly designed and have a well-controlled weld process. In this article, I will discuss the details of both types of welding processes and the advantages of each.
Hot plate welding, in simplistic terms, is the act of heating (melting) two part halves against a heated platen, and then quickly joining the two heated parts together under a programmable pressure or force for a programmable period of time. Different platen materials and coatings are known and used based on the thermoplastic being welded. Engineering-grade steels are commonly used for heat platens as well as aluminums for lower temperature applications. Platen coatings also are commonly used for certain thermoplastics that tend to stick or string when physically touching the heated platen.
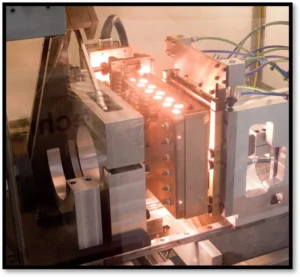
Infrared welding is similar to hot plate welding, but instead of a heated platen, infrared emitters are used as the energy source for melting the parts being welded. These emitters can either be a standard configuration and length, saving cost, or they can be custom designed to suit individual applications. Heat shields are used to properly direct the energy during the melt portion of the cycle, which protects sensitive internal parts and areas of the part that are not intended to be melted. In infrared welding, both quartz emitters and metal foil emitters can be used as the heat source. Metal foil infrared is a newer method of infrared welding and also can be used as a preheat or softening process prior to vibration welding. Integrating infrared preheat into a vibration welder requires in-depth knowledge of both infrared and vibration welding processes, and is an expensive process reserved for special applications.
When designing for either a hot plate or infrared welding process, it is critical that the parts are reviewed for both the ability to properly fixture the parts and to ensure that the weld joint is properly designed. Without both of these items being fully reviewed and vetted, the project can be delayed as changes are made after molds and tooling are cut. Being able to rigidly hold each part half in relation to one another and the heat source is critical; without this, the parts will not properly melt or seal together. Thermoplastic material is physically displaced during both the melt and seal phase of the hot plate welding process, while material is only displaced during the seal phase of the infrared welding process. Due to these differences, both product and joint designs of parts can vary based on the welding method selected.

When considering these two different types of welding, cycle time also becomes a factor. Typically, hot plate welding is a faster process than infrared welding. The melt portion of the welding process is typically the biggest difference – machine motions and seal times are essentially the same. Relying on a trusted supplier is critical when projecting cycle times that may impact production rates and overall capacity. To help accurately predict or prove production cycle time rates, laboratory or prototype, work is common to fully test and prove cycle times and part performance. In addition to welding capability, some labs also include both leak and burst test equipment to further test a customer’s product.
Another difference between these two specific plastic joining methods is cost. Depending on part geometry, quantity of emitters needed and other factors, infrared arrays historically cost about 1.25 times or more ~1.25x+ over the cost of a standard steel heat platen. However, in certain applications, the cost of the infrared array can be offset by eliminating the reoccurring cost of coating heat platen inserts or the cost of replaceable cloth.
Materials being welded play a significant role in welding method selection as well. Polypropylene, polyethylene, nylon, ABS, POM, PBT, polycarbonate, PET, PMMA, PPS, PS, PVC and thermoplastic elastomers (TPE Santoprene) are all commonly hot plate welded materials. Online resources have more in-depth lists of materials that can be reviewed as well. Depending on the properties of the polymer and how they react to contact with a heat source (e.g. heat platen) will help dictate which method of thermoplastic welding is best suited. Non-contact hot plate welding is also an option for certain material types; careful control of proximity of the heat platen in relation to the parts being welded is critical in this case.
Motion control of the plastic welding machinery and tooling is critical. Times, temperatures, speeds and forces are all critically important to the plastic welding process. In the case of hot plate and infrared welding, there are three primary methods of axis control: pneumatic, hydraulic and servo. As expected, the cost of each follows in the same order: pneumatic, hydraulic and servo. For simple parts that are well controlled dimensionally from a molding perspective, pneumatic and hydraulic actuations are perfectly acceptable. With these types of motion control, hard stops are used to control melt and seal dimensions, creating a constant final part dimension and providing simple dimensional control. This keeps customers’ costs down and allows for a simple machine. In the case of infrared, either enhanced hydraulic or servo motion control is required. This protects the sensitive infrared emitters from vibration and sudden movement. By coupling high-precision transducers with servo-controlled hydraulic valves, engineers can mimic servo control at less cost. For energy savings, servo control typically is the best answer. When not moving, servos are not using energy, and they are typically quieter operating. Overall, by being able to choose between three distinct motion control methods, users are well-positioned to select the specific control method required.
With today’s manufacturing plants having high turnover in operator and maintenance positions, a simple-to-operate and maintain machine is paramount. Hot plate and infrared machine offerings have been constantly improved over the last 50+ years, making them intuitive to both operators and maintenance. By integrating predictive maintenance logic, these machines can help take care of themselves. Simplified operator screens allow the operator to see at a glance how the machine is operating and what is required from them. When making capital equipment decisions, having the fully committed support of the supplier is a key part of that decision-making process.
Each manufacturing plant is different, ranging from a garage at home to a fully networked suite of manufacturing plants. Integrating hot plate and infrared welders into plant-wide SCADA or other networked systems has never been simpler – these machines can be tied into plant control with ease. Remote assistance also is commonplace; this allows for remote support at a moment’s notice – without the need for a service tech to be onsite. Having this remote support available can reduce plant downtime and allow for the suppliers’ team to assist with any requests quickly.
Forward Technology offers a host of thermoplastic welding and testing solutions, including hot plate, infrared, spin, vibration and ultrasonic welding. In addition, Forward builds semi and fully automated solutions for its customer base and relies on its years of experience in plastic weld systems and product design to assist customers in selecting the best-suited equipment and process for their specific application. For more information and details on Forward Technology’s line of welding equipment, visit www.forwardtech.com or call 320.286-2578.
Infrared Welding Process Advantages
- Greater design flexibility in material choice
(all applications are non-contact). - No need for replacement inserts and/or coating materials to prevent adhesion of the material to the platen (no contact with material).
- Instant on/off design requires no warm-up time (pre-heating) before starting production.
- Allows faster tooling changeovers as the platen assembly does not need to cool before being safely handled.
- Due to reduced molten material displacement, flash traps and cosmetic flash-hiding skirts are often not required in the joint design.
- Convection currents are not a factor as with other thermal techniques such as hot plate welding.
- Contoured melt surfaces are possible with minimal complexity.
- Reduced power consumption. High power is drawn only when infrared energy is needed.
- Highly accurate melt control based on constant incoming voltage.
- Very cost effective when designing a common infrared emitter platen and changing of masks only.
- Recent tests indicate that joint strength of infrared welded glass filled Polyethersulfone exceeded any alternative welding process attempted.
Reprinted with permission by Forward Technology: www.forwardtech.com/plastic-assembly/infrared-welders/infrared-welding-process-advantages