



When it comes to selecting a surface treatment for a particular project, many factors need to be considered. Recent technology changes have expanded the range of certain treatment uses, while environmental issues have begun to present their own unique challenges. Plastics Decorating sat down with Wilson Lee of Enercon Industries to discuss the different factors and challenges decorators need to take into account when selecting the right surface treatment.
What changes have you seen lately regarding pre-surface treatment technology?
New plasma technology is expanding the practical application of its use. Higher powered, inline plasma treating solutions now available can treat wider widths in a single pass. Previously, blown ion-style atmospheric plasma technologies were limited to treating only 0.25″ to 0.5″ in one pass. Various rotary methods are in use today, but these designs rely on standard units being rotated or spun to treat larger surface areas. This works fine in certain applications where low ion density will achieve the desired results. However, when higher ion densities are required to increase the surface energy, only an array of straight nozzles will provide the necessary treatment.
New technology now allows a 2-inch path of treatment at full ion density. This provides intense activation of a surface at much greater speeds and uniformity.
Have there been recent changes in plastics and/or coatings that have caused challenges with printing on plastics? Will surface treating help in these situations?
Recent climate changes around the planet have led to changes in coating requirements in the wire and cable industry. Changes in ambient temperatures and the delta change between the warmest and coolest areas where commercial ships are traveling are requiring different additives and formulations to resins used in making plastic coatings. These formulations usually affect the initial surface energy of the wire jacket, which, in turn, increases the need for surface energy modification prior to printing.
The increased use of flame retardants in plastics also affects the need for surface treatment. As with the different temperature formulations, flame retardants added to resin generally increase the hydrophobic nature of plastics. This increase is accompanied by a decrease in surface energy, again requiring surface treatment technologies to be incorporated.
What should decorators look for when considering which type of surface treatment they need?
There are a variety of factors that must be considered when choosing a surface treatment solution. The most important factor is the material needing the treatment. Every material has a starting surface energy, an ability to respond to treatment and an ability to retain treatment. Some plastics will only remain at a high surface energy for a few seconds, whereas some composites can hold that energy for weeks under proper storage conditions.
The shape of the surface and cycle time required also will help determine which technology is best for the application. Is the surface flat, concave, convex or some of each? How wide is the necessary treatment area? If a couple of square inches of flat material needs to be treated in a 2-minute cycle time, there are many solutions to this application. If 20 sq. ft. of material with numerous variations in surface height need to be treated in a 10-second window, the options are more limited.
It is recommended that manufacturers contact a company with multiple technologies at its disposal to determine if plasma, flame, corona, mechanical abrasion or wet chemistry would best meet particular surface modification needs.
Do all materials hold treatment levels the same?
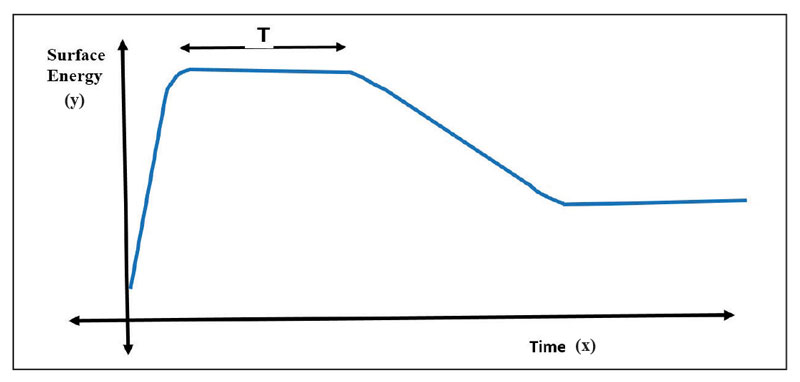 Refer to this graph. On the y-axis is Surface Energy, and on the x-axis is Time. In general, but not always, higher surface energy leads to better bonding and printing. This is how most surfaces react over time after treatment. This example starts with a material with a low surface energy that then will be treated with a Blown-Ion™ Plasma.
Refer to this graph. On the y-axis is Surface Energy, and on the x-axis is Time. In general, but not always, higher surface energy leads to better bonding and printing. This is how most surfaces react over time after treatment. This example starts with a material with a low surface energy that then will be treated with a Blown-Ion™ Plasma.
After treatment the increase in surface energy stays steady for the time “T.” This time “T” varies, based on the material treated and the treatment method used. After that time, the surface energy slowly declines until it reaches a steady state, which is usually higher than the initial surface energy. Since plasma was used in the above example, this final energy level is due to the activation or addition of functional groups added to the outermost molecular layer that remains. Knowing the energy level required for further processing and managing the time in between treatment and that process is important for achieving consistent results.
What methods and technologies are available for surface modification, and what is important to know about each?
Probably the oldest technique is mechanical roughening or abrasion. This increases the surface area upon which adhesives or print can attach to the surface. In many applications this works well; a good example of this is composites. Many composites are sanded prior to bonding. The down side is that it is messy and requires cleaning afterward, there are significant variations in the bond strength – particularly if the sanding is performed manually – and it is possible to damage the material.
Wet chemistry, using solvents and primers, is also popular and effective in certain applications. The downside here is that the incremental cost per part is high, and many of the chemicals require specific disposal methods and require shutdowns if tanks are breached. Furthermore, some of the chemicals are dangerous, even toxic. Again, if the primers are applied manually, the results can be inconsistent due to human error.
Last are the more modern methods such as plasma and corona. Since capital equipment is involved, the initial cost is higher, but incremental cost is much lower, so the overall ROI is significantly improved. These methods are clean and usually don’t damage the material unless that material has a low melting temperature.
Each of the methods listed is used today, but, when possible, many manufacturers are moving toward plasma and corona treatments. They are not able to be used in all applications, but when they are, they generally offer improved bonding and printing with a reduction in cost and reduced process variability.
As director of business development for Enercon Industries Corporation, Wilson Lee uses his technical and business expertise to advance plasma and flame surface treating technologies for use in new applications and markets. For more information, visit www.enerconind.com.
