



by Paul Uglum, president, Uglum Consulting, LLC
Auditing and quality assessment have long been critical for success in plastic decoration. These can take the form of widely accepted quality certifications or more narrowly defined requirements that are industry or company specific. Two assessments that are well established are ISO 9001 and IAFT 16949. ISO 9001 is the international standard identifying the requirements for quality management systems. IATF 16949 is the international specification for quality management systems used by the automotive industry. IATF 16949 is aligned to ISO 9001, but has additional requirements specific to automotive, emphasizing defect prevention and reduction in variation and waste.
Consistency is key
The object of these standards is to demonstrate the ability to consistently provide products that meet the customers’ requirements. Implementation of these standards has done much to standardize and improve the performance of component manufacturers globally. Unfortunately, they have failed in guaranteeing acceptable performance.
There are many reasons for this, but a significant one is the wide variation in the methods and techniques used in plastic decoration. Painting – a fairly standard technique – is actually a very complex process involving many steps that can be implemented in many different ways. Having visited potential suppliers in all regions, it is clear that there is a wide variation in the processes used to achieve the same end. The range of available process options and the level of expertise with which they are executed create a wide range of outcomes. Also, some processes are very capable in some instances, large parts for example, and much less in others. Piano black or metallic paints are good examples of appearances that can be more easily produced in some plants and only with difficulty in others.
One result of this has been the automotive industry’s introduction of process-specific audits and quality instructions, to improve consistency and quality of the product. These can take the form of approved painted part suppliers, based on process specific quality audits. Ford, BMW and VW all have some form of these audits. They also can take the form of process specific process requirements, like GM uses.
Special process coating system assessment
One such industry-wide process-specific assessment is the Automotive Industry Action Group (AIAG) CQI-12, Special Process Coating System Assessment. This document covers both coating of plastics and of metals and, after the first two sections that cover general facility issues, facilities then can select those processes that are appropriate to their plant and line.
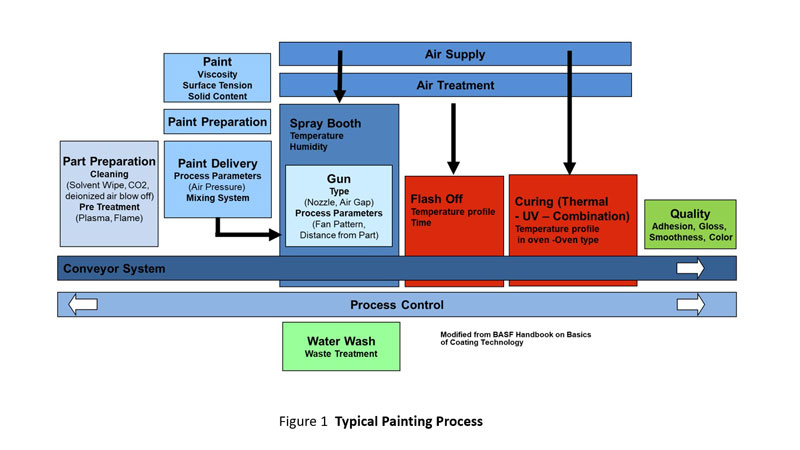
CQI-12 breaks the coating process assessment out by the type of process step, including pretreatment, coating deposition including spray coating, curing, equipment and, finally, part inspection and testing. Since it is designed to look at all coated parts, some sections apply to decorated plastic and some do not. As a general audit guideline, it does some things well and others not so well.
Its strengths include the requirement that there is a dedicated and qualified coating person on-site and defines what that means. The best run facilities do this because it eliminates many problems. Having an on-site expert is important not only in dealing with the day-to-day unexpected problems, but also to develop processes for new product launches. Full-time dedicated finishing engineers are difficult to find. Experienced engineers in North America and Europe are retiring and taking their expertise with them. Many companies do not prepare for this and are left with less experienced people running critical operations. In regions where there is a high turnover of staff, including those with crucial skills, experience is hard to develop and maintain using local personnel.
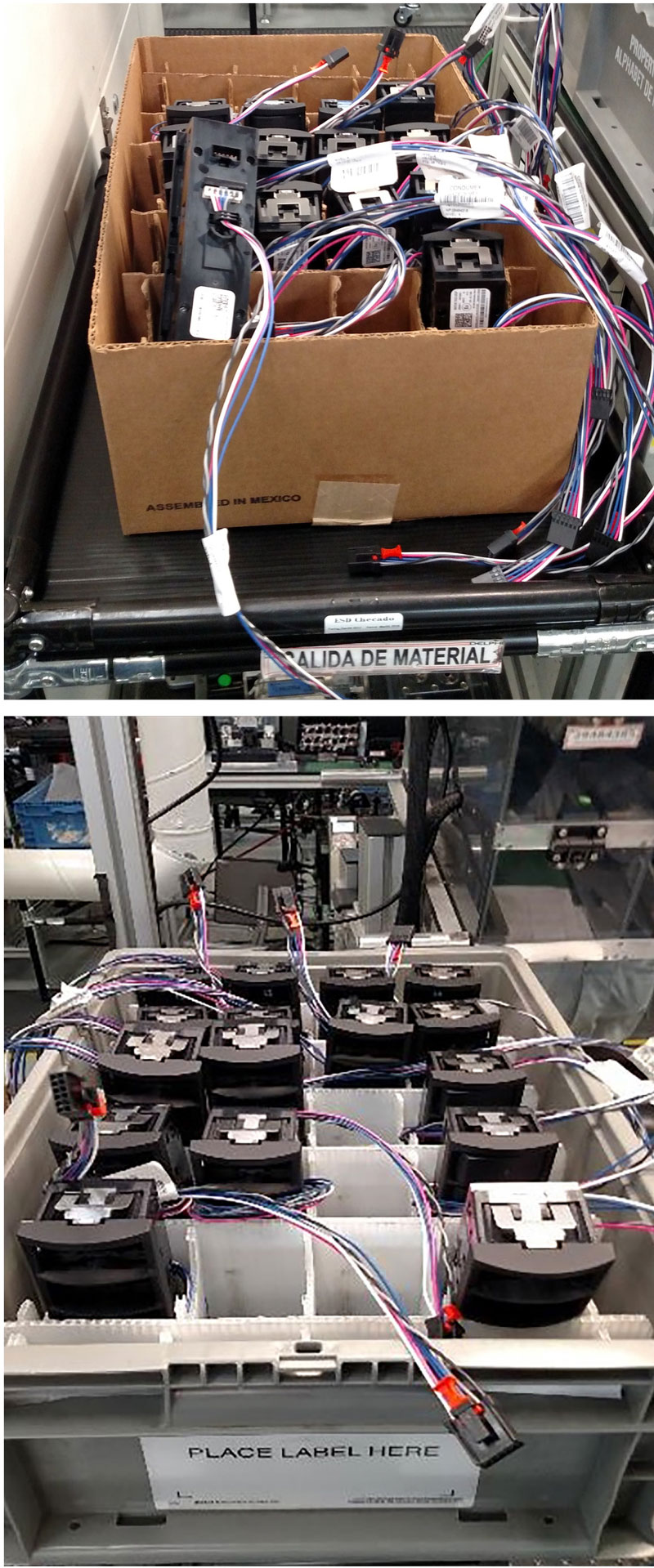
The specification goes on to require Process Failure Mode Effects Analysis (PFMEA) and quality plans that actually reflect current operations. This is critical, since undocumented processes or work-arounds can lead to unexpected field results. The resulting part may look good leaving the plant but fail in the field. The audit looks at loading processes, part handling and storage. Finally, it looks at plant cleanliness and housekeeping as well as the monitoring of control parameters.
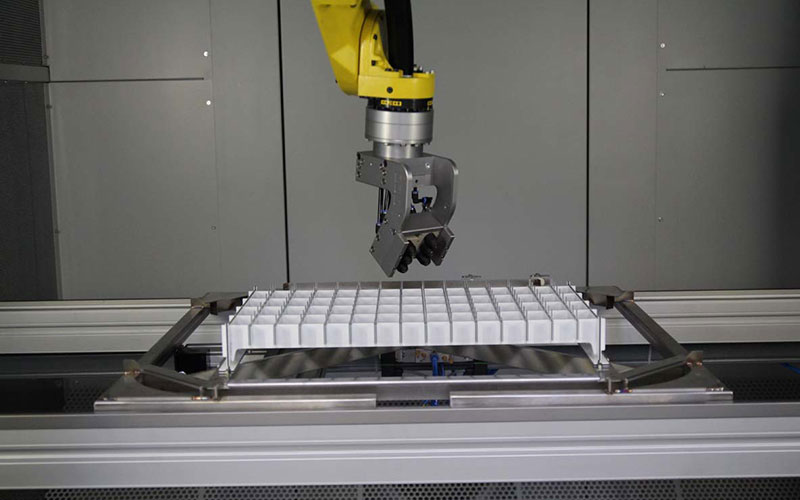
Its weakness comes mostly from what is missing. Some of what is missing includes an assessment of newer and/or plastic-specific part preparation processes, such as CO2 cleaning, and surface treatment, such as plasma treatments. It also does not include a thorough evaluation of curing processes. It focuses on conventional oven curing and does not adequately cover UV and combination UV/thermal cure processes that are becoming more and more common. A better evaluation of gun types and the method of application – robotic, etc. – would also be useful.
Company-specific audits

Some companies, not limited to automotive, have their own unique audits and quality instructions that define acceptable technologies and processes. As with the paint and painted part specifications in automotive, these are all unique, and although they contain many common features, they also have requirements specific to each OEM. It is worth looking at those things that are common, and, more importantly, why they are commonly required.
Like CQI-12, they focus on clear documentation and good practices. They also generally require a continuous automated line. This is because batch processes lead to unnecessary variation that can result in a range of performance outcomes. For the same reason, in most cases, hand spraying in a booth also is prohibited. They also generally require two component mixing systems, with formulations using an isocyanate hardener. Although it is possible to premix paint and hardener and have an acceptable pot life, for many formulations this cannot be done successfully. There are unique retirements from some. BMW, for example, calls out CO2 cleaning. Supercritical CO2 is a highly effective solvent. There is some mechanical cleaning as well, but this may not be needed or impact final performance in all cases.
One of the weaknesses of the industry as a whole is that most audits and specifications tend to look at each plastic decoration process as a unique activity that stands alone and does not affect the others. In reality, they can have significant impacts on each other. For a part that has multilayer paint, the time between paint layers can have a significant impact on performance. For more complex parts the processes – which can include a sequence of painting, physical vapor deposition, laser ablation, pad (tampo) printing, UV hard coating, and/or UV painting – many process variables come into play. The sequence of operations, as well as the handling and storage between steps, can have a significant impact on final performance in the field. In some cases, the time between each step is the most critical in achieving acceptable yield and performance. For this reason, an effective audit should look at the entire process flow.
How to prepare for an audit
The first step when being audited is to make sure to understand the auditor’s requirements. What is the scope of the audit, what documentation is required and what parts of the plant will the auditor review?
Make sure to conduct a pre-audit, including a walk-through of the facility, in the way the auditor would expect to. While performing this walk-through look beyond the audit questions to see if anything else looks out of place. Review the appropriate documentation to be sure it is up to date and meets the customer’s expectations. Finally, address any issues found prior to the scheduled audit. Preparation for an audit can be a tool to learn and to improve processes prior to the audit.
It is a good idea to have audit-specific training for teams in preparation for the audit. Everyone should understand how to answer audit questions and how to interact in a professional manner with the auditor. Finally, be aware of any weaknesses, and be ready to address them if needed.
If assisting the purchasing or supplier quality department in auditing a supplier, the guidance is similar. Make sure to understand the audit requirements as they have been provided to the supplier. It is always worth the effort to visit a potential supplier and walk the process, as defined in their quality plan, from the arrival of raw materials through the shipping department. This is true with both formal and informal audit procedures. If something is not understood, ask questions. It is both a good way to learn best practices and to identify potential risks.
Internal audits
The most effective audit is the one done on the manufacturer’s own operation. Companies that go beyond just meeting customers’ minimum requirements and focus on how to convert audit data into a competitive advantage benefit the most. To do this, the data must be used to reduce waste and create a lasting change in product design and manufacturing operations.
Just as walking a part supplier’s line can be very instructive, so can walking your own line. This works best when there are observers from more than one background. Using a team composed of the plant process expert, line operator, product designer and process engineer will give insights from design intent to process limits. The interaction can result not only in process improvements but also future designs that are easier to manufacture.
In an age of factory information systems, and now with the current pandemic, it is far too easy to look at numbers on a computer screen without understanding the underlying conditions that lead to them. Travel may not be possible in the near future, but if facilities do not have an effective internal audit system for their decoration processes, now is a good time to design one.
The first step is to identify a target product to audit. Prioritize the target based on first time quality and customer issues or on a new launch. The next step is to identify and review the appropriate documents – PFMEA, quality plan, work instructions etc. After this, have the team walk through the process, observe and record any issues. Create an action list based on these observations. It is useful to arrange observations as critical, must be fixed now, systematic, compliance and, finally, observations unrelated to the audit.
Create a “look across” list. If there is an issue in one line, it may be an issue on others as well. Implement any necessary changes and update the appropriate documentation. Finally, go back and monitor the result.
In doing plant audits it is important to go from door to door – from the receipt of raw materials and parts through the final assembly and packaging of the product (or parts) that goes out the door. It is easy to make good parts at high yield only to have them become damaged by poor handling and improper procedures or workstations in final assembly. Even with a focus on specific processes or process sequences, look beyond them.
Conclusion
On a final note, in all cases decorated plastic parts must meet the referenced material specifications: VW TL226 paint performance specification, for example. Regardless of how well a facility does in any audit, the final factors in determining success are meeting the customer’s specifications and successful deployment in the field. It is critical to verify that the process is delivering as expected.
 Paul Uglum has 43 years’ experience in various aspects of plastic materials, plastic decoration, joining and failure analysis. He owns Uglum Consulting, LLC, working in the areas of plastic decoration and optical bonding. For more information, send comments and questions to paul.a.uglum@gmail.com.
Paul Uglum has 43 years’ experience in various aspects of plastic materials, plastic decoration, joining and failure analysis. He owns Uglum Consulting, LLC, working in the areas of plastic decoration and optical bonding. For more information, send comments and questions to paul.a.uglum@gmail.com.