



By Dianna Brodine, vice president, editorial, Plastics Decorating
Automation plays a crucial role in plastics decorating processes, enabling faster production speeds, automating quality inspections and freeing labor resources for higher-value production tasks. To understand the types of automation utilized in plastics decoration processes, as well as the considerations when adding automation systems, Plastics Decorating spoke with four experts: Nick Rohrig, manufacturing engineer, Sussex Injection Molding; Paul Torbidone, general manager, business development, StackTeck; Micah Swett, sales manager, Diversified Printing Techniques; and Bart Schild, business development manager, AAE North America.
What types of automation are being added to plastics decorating production lines?
Rohrig: Everything centers around the decoration desired, and then the supporting cast is added. First, the automation may start with preventive measures to inspect items going into the decorations, such as vision checking the labels or IMLs, film and level sensors. Next, automation is added to handle the part carefully from the mold to any secondary decorations or inspections. If not using IML to decorate, then there could be various combinations of pre-treatment, decorating and post-inspection equipment in the secondary layout. At that time, the part or product also may get assembled or packaged to its final destination.
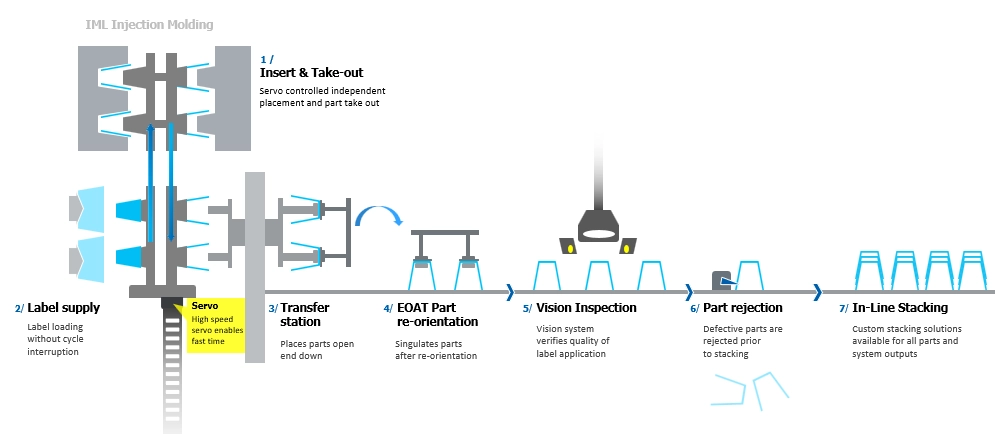
Torbidone: Customers are looking for more sophisticated, smart automation solutions with integrated monitoring systems, providing real-time data to make on-the-fly changes while maintaining speed, precision and quality. Automation for a typical IML set-up can include the pick-and-place transfer arm that delivers the label to the mandrell, a part receiver with suction cups to remove the molded IML part out from the core and place the part on the conveyor belt, and a conveyor belt that allows the parts to travel through a vision system, where the vision system checks the final product to ensure that the label is correctly positioned without any wrinkles, blow-by or other defects. The system also may check for product appearance, sizing, barcode and matching of the QC benchmark.
Swett: The types of automation seem to be taking a shift toward modularity and flexibility. It is difficult to justify the cost of automation for one part (unless the volumes are really high). However, if there are many low- or medium-quantity print projects at molders, the amount of labor needed still can be high. If a system can be developed that handles many different types of parts with minimal changeover, the cost can be spread well with faster returns.
On another note, we often think of automation as a solution that does not require an operator. However, if a machine can be built to print a part with less set-up time or fewer set-ups, that’s automation. We have customers looking to print a part in one cycle of the machine by using sophisticated tooling that rotates a part, shuttles parts or can apply multiple graphics with one printer. This often can be accomplished with servos on the print heads and in the tooling.
Schild: The requirements for automation in plastics decorating production lines are dependent on the specific application, part design and desired output rate. In the medical device sector, printing applications often are integrated with assembly automation to ensure compliance with stringent standards. Consider the example of a syringe, which typically consists of a barrel, plunger and needle. An essential aspect of syringe manufacturing is the accurate printing of the volume scale (in milliliters) on the barrel. Achieving this requires a system that combines assembly processes with high-quality printing capabilities. Typical set-ups can include pre-treatment (corona, plasma or flame treatments to prepare the surface for printing); printing (dry offset printing, inkjet printing or pad printing); curing (UV curing or heat curing to ensure quick and thorough drying of inks); assembly (automated assembly processes or ultrasonic welding, vision inspection and siliconizing); and packaging (robot or cobot stacking, palatizing and wrapping).
What are some of the first questions that should be asked when determining what automation is needed for a new project?
Rohrig: Desired look and allowable defects are critical to discuss right away, so that the best decoration method can be chosen for the best-looking and most-repeatable product. After this, align with a decoration type and add the supporting cast to ensure the most important elements come out perfect every time.
Torbidone: First, understand the main objectives of the project – aiming to increase efficiency, reduce errors, improve speed or free up resources for other tasks? Clarifying this helps define the scope of automation. Then, evaluate if there are steps in the workflow where human variability or mistakes are common. Automation could help standardize processes and reduce error rates. And, consider the available budget and resources for automation. The solution should be cost-effective and within the constraints of the project’s budget and timeline.
Swett: Speed and handling are the most important considerations when looking to automate a decorating process. Handling must be discussed first so that a determination can be made on how to get the product from molding to the printer. If the product is being placed by the molding robot, the solution will look very different than a feedbowl feed solution. Cycle rate is another very important factor to consider. Even though pad printing is not commonly considered a high-speed decorating solution, high speeds of production can be achieved by printing multiple parts in one cycle.
Schild: Questions can include the following:
Is the skilled labor shortage a factor in automation decisions?
Rohrig: The goal always is to automate as much as possible. It is more efficient than cheap labor and more repeatable than skilled labor.
Torbidone: Finding skilled labor has been an issue, industry-wide. Customers want simplified, portable HMI-display touchscreens; easy, multiple access panels for maintenance; easy-to-reach vacuum pumps and static charges; on-site employee training during automation installation; supply reference manuals; offline diagnosis access and in-person technical support.
Swett: Labor always is a part of the automation decision-making process. If skilled labor is part of the shortage, providing a robust and simple automation solution is essential. This takes careful consideration in the design and components used. If there are limited resources to make adjustments, replace parts and maintain components, then building to limit this is key. Another key consideration is set-up. If the set-up can use things like dead-on printing plates, dead-on tooling, poka-yokes, etc., the level of skill needed is reduced.
Schild: Yes, the skilled labor shortage is a significant factor influencing automation decisions. As skilled labor becomes more scarce and costly, many companies are turning to automation to fill the gap. Automation reduces the dependency on highly skilled workers for repetitive tasks like printing, labeling and coating, enabling companies to maintain production levels without relying heavily on specialized human labor. However, the current political climate also is influencing the automation landscape. Policies and regulatory changes may create a much higher demand for automation as businesses strive to remain competitive and efficient in a rapidly changing environment. At the same time, these policies could increase the cost of automation technologies, making initial investments higher for manufacturers. In this context, the next couple of months will be crucial for determining the direction the US will take in terms of its manufacturing strategy.
What must be taken into consideration when designing these systems?
Rohrig: There is not a single thing that shouldn’t be discussed when designing an IML system, from production volume (cycle time and cavitation), geometry of the part/mold (determine fit and challenges) and material (of all things involved – IML layers, part and mold) to temperatures, tolerances, critical areas, inspection difficulties and variation matrices.
Swett: Understanding the requirements of an automation is essential to understand at the beginning of the build. Pretreatment needs, type of pretreatment, inspection prior to printing, number of colors, placement of graphics for the reach of the machine, curing or ink, inspection of print and level of detail of that inspection are critical. It also is very important to understand how the product will be handled after the printing process is complete.
Torbidone: The process starts with reviewing the part design, mold layout, cavitation and available production floor space. Is the part round vs. non-round? What type of IML label surface finish is needed? What material is used for molding and which IML label substrate will be used? Will the IML-finished good be clear, glossy or opaque? Are barrier properties required?
Schild: First, the automation system must be able to handle the size and geometry of the part. For example, dry offset print is a reliable and consistent printing process that allows printing on flat, cylindrical or conical parts. On the other hand, pad printing provides the opportunity to print on odd-shaped objects. Then, the type of ink being used on the plastic parts will influence the design of the system. For example, UV inks require UV-curing stations, while solvent-based inks might require heated drying systems. And, high-volume production lines typically benefit from fully automated dry offset printing systems that maximize throughput and efficiency. For lower-volume runs or more flexible production, semi-automated pad printing or modular systems may be preferable, as they easily can be reconfigured for different tasks.
What factors limit the types of automation/robotics that can be added to a production line?
Rohrig: Space available is a big constricting factor. Mostly when the mold is considered as increasing cavitation and size of the part also increases the size of any EOAT. This can all add up quickly in a place where space is limited. The next big limiting factor is volume as this is what must pay for the high capital costs of an automated decorating system. It also determines cavitation and cycle time, which both also limit the types of automation you can use.
Swett: The largest consideration that may limit the ability to automate is budget. It simply has to make financial sense. Desiccated lines of automation need to have enough life left in them to justify the expense so that the savings can be realized. It is a joke in automation that if you have enough time and money anything is possible. While this is not 100% accurate there is a lot of truth to this statement. At the end of the day expectations not being clearly defined at the onset of a project limit the success more than anything else.
Torbidone: Among all the possible features on an IML automation system, accuracy, repeatability and speed (cycle time) probably are the three most important functions. This all starts with a robust robot frame capable of dampening/mitigating any vibrations. In addition, production floor space will determine the size of automation and complexity. Floor space could determine the maximum starting mold cavitation. Other factors include the type of injection molding machine, the type of IML mold (single face or stack mold), mold cavitation and pitch, whether the finished goods are placed open-end face down or face up, environmental conditions, and selecting the right vacuum pumps, static generators and servo motors for the application. n