

by Ian Jones, manager, Laserweld Plastics Ltd
Lasers are attractive tools for joining sheet, film and molded thermoplastics and textiles. Their features allow for a precise, yet rapid, delivery of a controlled amount of energy exactly to the point where it is required. Lasers are available with outputs covering a range of wavelengths, which has a large bearing on the interaction of the light with plastic materials. The nature of the process used is varied depending on the type, thickness and additives in the plastics. Complex forms can be welded using high resolution positioning and welds from less than 100 µm wide. This makes them suitable in a wide variety of applications including catheters, microfluidic devices, tubing, packaging, electronic cases and inflatable devices by using different material handling equipment.
Plastic types
Thermoplastics are polymer materials made from long chain molecules that, above a certain temperature, can be reshaped or welded. Unlike thermoset polymers, the molecular chains in thermoplastics are not cross-linked and do not have a rigid network. At high temperature the molecules are free to move and the material flows as a liquid. Industrial plastics have melting or softening temperatures in the range of 120 to 343°C.
Thermoplastics may be split into semi-crystalline (milky appearance) and amorphous (glassy) types. Semi-crystalline types are a mixture of small crystallites surrounded by amorphous material. The crystallites scatter light, giving rise to their outward appearance, and limit the transmission of laser radiation. This in turn limits the maximum thickness that may be transmission laser welded. Some plastics can be made in both types, but generally this is not the case. Plastics such as polyethylene (PE), polypropylene (PP), nylon (PA) and polyetheretherketone (PEEK) are semi-crystalline. Polycarbonate (PC), polymethylmethacrylate (PMMA) and polystyrene (PS) are amorphous.
Laser types and their interaction with plastics
The different applications possible with each laser type are very dependent on the wavelength of light produced, which dictates the form of energy absorption in the plastic.
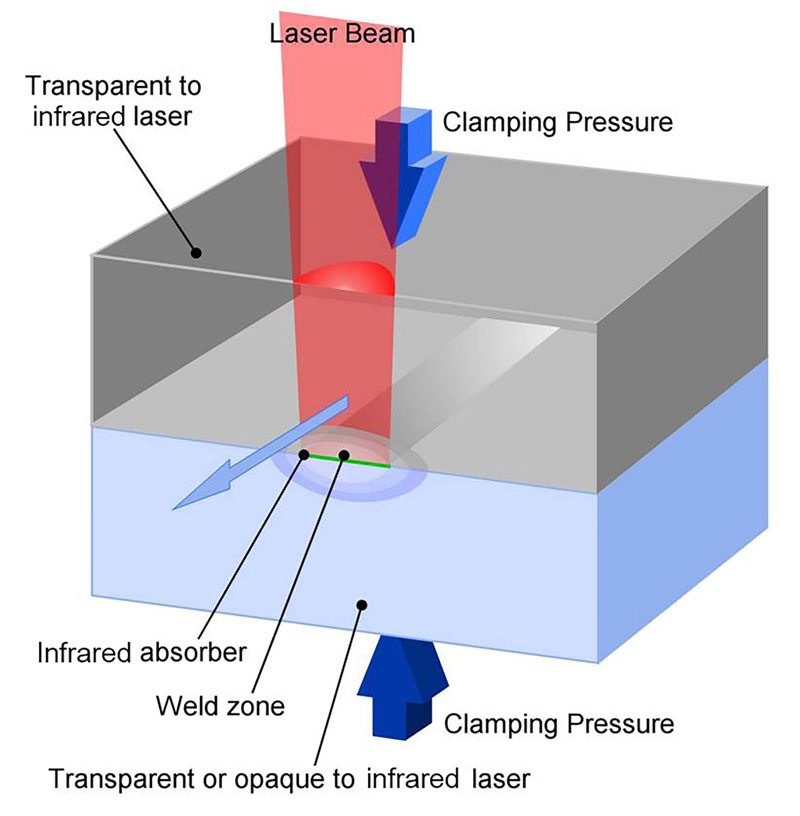
The most common form of laser welding is the transmission method, in which the beam is delivered through the upper part to the surface of the lower part where heating and melting take place. The differential heating is controlled using laser absorbing additives or coatings at the lower part. A laser with a wavelength in the range 750 to 1500 nm is used, and this may be provided by diode, fibre and Nd:YAG laser types. In general, this wavelength of radiation is absorbed far less readily in plastics than UV or mid-IR radiation. The degree of energy absorption in this range depends largely on the presence of additives in the plastics and whether the plastic is semi-crystalline or amorphous (glassy).
If no fillers or pigments are present in the plastic, the laser will penetrate a few millimeters into semi-crystalline plastics and is hardly attenuated at all in amorphous plastics. The absorption can be increased by means of additives such as pigments or fillers, especially carbon black pigment.
The absorption of radiation by natural unpigmented plastics increases from 1.6 µm wavelength upward until there is strong absorption for IR wavelengths longer than 5 µm. At a wavelength of 2 µm, which may be provided by a fiber laser or Holmium:YAG laser, the energy from the beam is deposited in the top few millimeters of all plastics (semi-crystalline or amorphous). Welding is possible in sheet up to a few millimeters thick without the need for additional absorbers. This is termed direct laser welding because the beam is not transmitted through an upper part to the joint line. Direct laser welding is not yet widely applied for joining plastics but has potential for wider use.
The CO2 laser is a well-established materials processing tool, commonly used for cutting plastics in film, sheet and fabric form. The CO2 laser radiation (10.6 µm wavelength) is rapidly absorbed in the surface layers of all plastics. The energy is delivered as heat in the first 0.2 mm of plastic to which the laser is directed. This leads to rapid heating, and very rapid weld processing of thin plastic film is possible – even with fairly modest laser powers (<1000 W). Welding speeds in excess of 1000 m/min have been demonstrated.
Transmission laser welding

When first being reported in 1985, transmission laser welding was carried out with an infrared transmissive plastic material for the upper section and a carbon black loaded plastic for the lower layer. The carbon black absorbs and heats in the laser beam to generate a weld at the interface between the two pieces. The process is limited by the fact that one side of the component has to be black but is still the most common application of the process. The upper part must transmit a proportion of the laser energy (more that 10% is usually enough), so that heating preferentially takes place at the surface of the lower part rather than at the upper surface of the top part. An example magnified at the joint interface can be seen in Figure 1. This image, with an almost equal melt depth in the two materials, shows that heating is developed very locally at the black surface. The black surface acts as a heating element within the part and provides for rapid processing, minimal thermal damage of surrounding components and minimal distortion or contamination at the joint.
The advent of alternative absorbers for laser welding in 1998 allowed the joint to have much less visible color. One example is called Clearweld. It is an infrared absorbing dye, much like other visibly colored dyes. It can be applied as a coating (by spraying, printing, pad, needle or pen) at the joint line or added to the lower part (Figure 2). An example of a welded product made by applying absorber to the joint surface between two transparent parts of PMMA can be seen in Figure 3. Nearly all color combinations can now be welded using transmission laser welding. The main problems arise with heavily filled plastics, where the upper part will not allow the beam to pass through to the joint. In these cases, the filler must be reduced or changed in particle size to reduce scattering, or another welding process should be considered.
Textiles

The application to textiles is very interesting. The process also offers a new method of welding textiles that melts only the joint surfaces, not the outer surfaces of the material. In that way, a proportion of the fibers remain unmelted, and the strength – and often flexibility – of the fabric may be retained at the seam. Figure 4 shows a design for a waterproof jacket in which continuous and hermetic overlap welds are made in waterproof fabric laminate. The potential therefore arises for further automation of garment manufacturing for waterproof clothing, personal protective clothing and other textile products. The process also has been extended to joining of fiber reinforced polymer composites. The composite matrix is heated and melted by the laser source, while the fiber reinforcement remains unaffected by the process. Transmission laser welding can be applied to composite materials with glass or polymer fiber reinforcement and matrices that do not have high filler content.
Where carbon fiber is used or the matrix is black or heavily filled, an alternative process not requiring the beam to pass through the part is used. This is direct laser welding.
Direct laser welding
Where the laser energy is not transmitted, either through choice of radiation wavelength or due to the materials selected, melting starts at the upper surface of the plastic. This is described as direct laser welding. The CO2 laser was first used for this process, and welding of thin film is possible at very high speeds. Welding has been demonstrated with a range of plastic films at speeds of up to 1200 m/min. A simultaneous cut/seal also may be carried out for packaging or bag making purposes by controlling the laser beam power distribution to cut two films in contact while leaving a welded region at the edge of the cut. For plastics with thicknesses in the range 0.2 to 5 mm, a source with 2 to 3 µm wavelength may be used to make conventional butt joints. There is no need for additional absorber, but the plastic transmission properties must be controlled to ensure consistent welding takes place.
Summary
Polymer products can be laser welded using a variety of process mechanisms (matching materials with radiation wavelengths), and alternative equipment configuration such as gantry, robotic, scanner or fixed array energy delivery produce precise heating and localized melting. The welds are completed rapidly, with high strength and good appearance.
The welding process is efficiently achieved using the very compact diode and fiber laser sources and lends itself easily to high levels of automation. Applications of this technology exist for a wide variety of industry sectors and product types.
 Ian Jones has more than 30 years’ experience in laser processing applications and development studies, including development of high-power laser welding of metals and non-metals. He co-invented and developed the Clearweld® laser welding process for plastics. For more information, visit www.laserweldplastics.com.
Ian Jones has more than 30 years’ experience in laser processing applications and development studies, including development of high-power laser welding of metals and non-metals. He co-invented and developed the Clearweld® laser welding process for plastics. For more information, visit www.laserweldplastics.com.