

by Perry Parendo, president, Perry’s Solutions, LLC
“Can you put a different finish on this, and change the color of the base material?” These requests sound simple at first. A test is done in the lab by grabbing some scrap polyethylene parts of a different product (because there is no budget), and the requested finish is applied. It looks good and seems to stay on. It looks feasible, so it is given a thumbs up and everyone involved goes back to their normal daily work.
But, has enough been done? Obviously, the answer is no. It certainly cannot be implied that process development work was completed. To claim feasibility, the entire design needs to be considered. Plastic decorating cannot be considered an add-on to a product. For example, a color change to the base material can make the part more brittle, and the part could fracture in use. When this happened in an actual project, it wasted manufacturing time and a lot of raw material.
What should be done instead? It’s important to step back from the actual question asked to ensure other requirements also are being considered.
Requirements aspects
What are some of the requirements that need to be reviewed to ensure there is some level of feasibility? First, consider the base material. For example, is the expectation that only nylon will be used? Or will this also be applied to polyethylene? Is the target part going to be machined or injection molded? Will a flowable version of the base material behave the same with this coating compared to the scrap machined part that was picked up for the initial evaluation?
What color is the base material? Is more than one color expected or possible? This can impact the mechanical properties, as discussed in the example at the beginning of this article. Knowledge of the design is required to understand the critical properties and desired levels – an early showstopper before anyone begins looking at the decorating and finishing process. The design properties also can impact the adhesion of an applied coating. However, there may be chemical resistance requirements that are more severe than simple coating adhesion. This would be more involved than a scratch test to know if customer expectations are being met.
If laser marking is involved, what font style and size are expected? This is a part of the decorating design that is important to know to ensure the request is evaluated appropriately. Color contrast can impact the clarity and readability of laser marking. Is the part used in a well-lighted environment, or will dim lighting be more typical? Many considerations need to be understood to provide an appropriate response.
Process considerations
While a fully robust process is not being created at this early stage, those involved in the project should at least consider what the possible worst-case scenario is – or at least a reasonable case. Are there mold release agents on an injection molded part that could impact the treatment? What is the expected surface finish prior to treatment? Some designs have had parts with a different surface tension that did not allow coatings to wet on them. This surprise during production created a sudden yield reduction and a scramble by the team to get back to normal operations. Surprises like this really cripple a manufacturing operation but should be able to be avoided with a small amount of testing.
The treatment may have several options and alternatives. For example, hydro-dipping film results can vary, depending on the film and film design. Only being asked if a product can be hydro-dipped can be a limiting question. Different coatings may have additives that impact the ability to bond, so it’s important to ensure the specific item requested is used. Using something that is “close enough” is an assumption that should be considered carefully.
Does the coating require a pretreatment? This could be as a primer, a plating or a plasma conditioning. Once again, consider if these impact the mechanical design properties. Unless there is previous experience with it in the process, it really should be evaluated.
The key is to understand the many options available and to have a checklist to ensure these questions are asked when the request is initially obtained. Otherwise, the project is subject to many assumptions that can derail the operations and marketing objectives.
Process development
After feasibility has been proven, a further step can be taken to fully develop the decorating and finishing process. This will consider processing times, processing temperatures and fixture impacts beyond the material and pretreatment options discussed earlier in this article. Of course, many more process variables are possible depending on the exact operation to be evaluated. A quick walk of the manufacturing line can expose variables that may not be considered if planning only happens in a conference room or in a hallway.
It is important to do this work in an organized manner. Unneeded test repetition should be minimized, yet it’s important to ensure the relevant combinations and conditions have been covered. The easiest and most efficient way to accomplish these conflicting objectives is by using Design of Experiments methods. In well-established and understood situations, a simplified approach may be used. However, if something new is being used, how is it known that unintended consequences are not possible?
We encourage people to “play around” with their process before beginning formalized process development work. Feasibility testing can provide this opportunity. This helps test the knowledge and the unknowns. This also helps formulate the structured test settings. This speeds learning and decision making, and it also allows for some creativity as some of the options are explored.
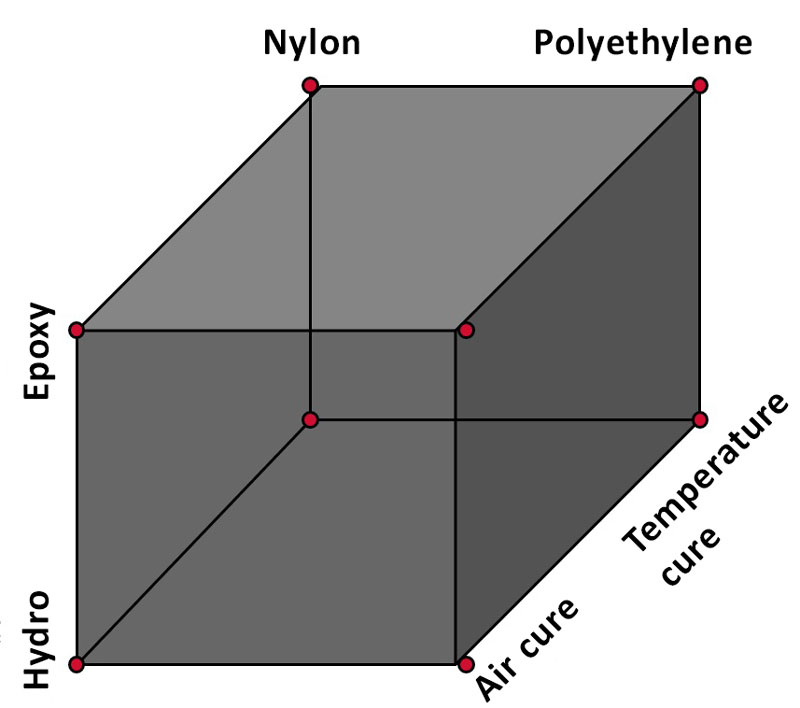
The following is a brief explanation and application of Design of Experiments to a generic situation (see Image 1). Let’s assume there are two desired base materials (nylon and polyethylene) and two different finishing applications (hydro-dip and epoxy spray). Both can be air dried or cured at an elevated temperature of 180°F. More possibilities can probably be imagined, but this provides a starting point. Additionally, the level of adhesion with the product must be known, as well as knowledge about what happens in a rainy environment.
Again, there could be more considerations, but this begins to show the need for comprehensive testing. A test could be run which evaluates each input variable, and each of the output items could be measured. This would look like a cube. Each red dot on the cube is a measurement of adhesion for a standard environment and for a rainy environment. The goal is to ensure good performance in both conditions.
Each of the eight corners of the cube represent the combinations of the three input variables. For example, the lower left could represent the hydro-dip, air cure with nylon. Measurements would be taken for each output variable that is had at each condition. While this may seem like a simple approach, when there are more than three input variables, other tools can be used to avoid testing every possible combination.
It is not as simple as only testing every combination when there are more than three input variables. There also are alternatives if it’s needed to learn about more than just two conditions for each input variable. The cube shown is for demonstration purposes only. It shows the process development scope for a simple, potential application.
To carry this example further, it is common to create a predictive and descriptive equation for the process being tested. This is especially powerful with multiple continuous variables. The ability to find a balance of a best mix of the output variables can then be imagined. This can find a sweet spot within the cube, instead of just picking a single corner of the cube. Being constrained to a corner would obviously be very limiting for the process and ultimately for the company.
When an organized approach is not used, it’s easy to get burned with “what if” questions. For example, what if the cure temperature is increased by 10 degrees? Because it may depend on the other input variables being tested, the temperature cannot simply be changed. These questions can put a company back in the process development mode if the test setup is not comprehensive.
Save time with smart testing
If too many assumptions are made during feasibility and then shortcuts are taken during process development, operations can be committed to a direction that cannot be produced in volume at the quality level desired. Adding a slight amount of structure through the use of a checklist, deeper feasibility testing and Design of Experiments during process development can provide a quick, yet comprehensive, decision for the product launch. This avoids production issues and customer complaints – and makes the company and the customers much more pleased with the product.
 Perry Parendo is the founder and president of Perry’s Solutions, LLC, a consultancy focused on speed and predictability in new product development, specializing in Design of Experiments methods. Parendo can be reached by calling 651.230.3861 or via www.perryssolutions.com.
Perry Parendo is the founder and president of Perry’s Solutions, LLC, a consultancy focused on speed and predictability in new product development, specializing in Design of Experiments methods. Parendo can be reached by calling 651.230.3861 or via www.perryssolutions.com.