

by Scott R. Sabreen, president, The Sabreen Group, Inc.
Plastics laser marking offers numerous advantages across a wide range of industrial applications. Decorative and functional markings produced by the laser must be completely readable, such as component identification, schematics, data matrix and barcode. The quality of the marking depends on the polymer, additives and colorants, injection molding processes, and the laser source. Molded polymer surface problems that inhibit readability can affect safety, performance and function of the product. One example is additive glass fibers. The addition of glass fibers can deleteriously affect molding processes, which in turn affects the quality of laser marking. Resin-rich part surfaces are necessary to achieve robust marking. Surfaces rich in glass fiber will produce inferior results.
Glass fibers
When a standard plastic needs to be enhanced for structural performance, glass fibers are added. The improvements in strength result from the weaker polymer transferring load stress to the stronger reinforcing fibers.
Materials used to make fiberglass are silica, limestone and soda ash. Silica is the main material used to form the glass while soda ash and limestone are used to lower the melting temperature. Fiberglass is commonly added to ABS, nylon, acetal, polycarbonate, liquid crystal polymer (LCP), PBT, PET, PPS, PEEK and PEI. Although fill percentages vary, they typically range between 10 to 60%. There are two types of glass reinforcements – short fiber and long fiber – and each has advantages and drawbacks.
Glass emergence surface defect
“Glass emergence” is a serious surface defect that commonly affects fiberglass-filled injection molded products. The exposure of glass fibers causes a glass fiber-rich surface. Excess glass forms on the surface during plastic melt filling and molding. After condensation and molding, white marks appear on the surface (see Photo 1).
Molded part surfaces must be “resin-rich” in order to produce high quality marking, whereby the energy from the laser interacts with the polymer matrix. Conversely, glass fiber-rich surfaces mark poorly, and the issue gets worse with higher fiber content. Fiberglass itself is not a good absorber of near-IR (NIR) laser light.
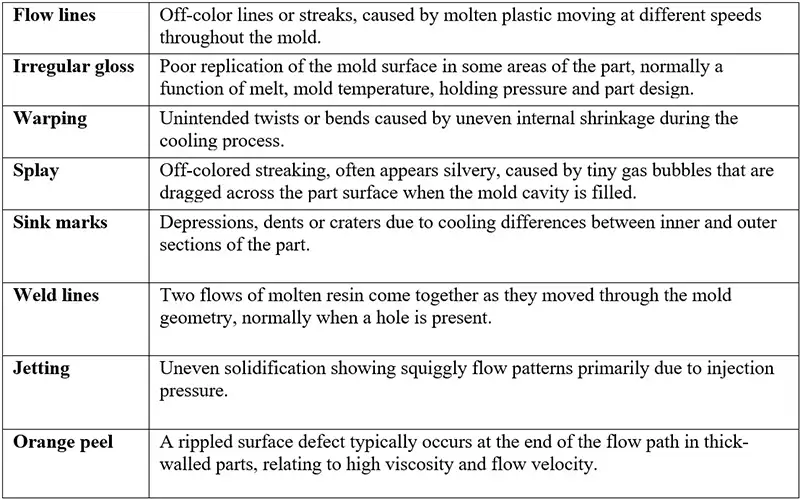
The importance of proper injection molding processes cannot be overstated. Table 1 lists surface defects that can adversely affect the quality of laser markings, in addition to glass emergence.
Polymeric laser marking mechanisms
For NIR beam-steered lasers, 1060-1070 nm wavelength, the mechanism of laser marking involves irradiating the polymer with a localized high-energy radiation source (laser). Laser sources include Ytterbium fiber, Vanadate and YAG. The radiant energy is then absorbed by the material and converted to thermal energy causing reactions in the material to occur. Surface mechanisms for color change include: 1) black marking by carbonization, 2) white marking by foam generation, and 3) color changes by laser-induced thermal chemical reactions of pigmented polymers. The quality of the marking is dependent on the energy absorbed and the materials unique thermal degradation pathway. Each polymer grade, even within the same polymeric family, can produce different results.

For high-quality marking, homogenous distribution/dispersion of colorants and additives is just as crucial as resin-rich surfaces. To determine if distribution/dispersion issues are present, it is recommended to setup the laser to mark/scan continuously across the entire part surface. See Photo 2. The result shows (left to right) molded pen displaying excellent gold-on-black chroma marking (left), middle two pictures showing poor chroma distribution and far-right showing excellent uniform distribution.
Since most polymers do not possess NIR absorption properties without chemical additives, experts utilize additives, fillers, pigments and dyes to enhance the absorption of laser energy. Vastly different formulation chemistries and laser optics/setup parameters are used depending upon the desired marking contrast and functionality. Laser additives optimize the degree of contrast and significantly increase marking speed. Both granulate and powder form can be blended into precompounded color material or color concentrate. Precolor compounded materials produce more consistent marking versus color concentrate. The selection of which additive to incorporate depends upon the polymer composition, substrate color, desired marking contrast color and end use certification requirements.
Laser marking systems are highly accurate and repeatable. Once the process is set up, the laser will precisely apply and repeat the exact same output energy. Therefore, any surface defects will cause marking inconsistencies.

A challenging application is achieving robust white contrast on blue and black 30% glass-filled polyamide (nylon). See Photo 3.
Laser pulse repetition rate and peak power density are critical parameters in forming the mark and achieving the optimal contrast and speed. The arithmetic curves of power versus pulse repetition rate are inversely proportional. High peak power at low frequency increases the surface temperature rapidly, vaporizing the material while conducting minimal heat into the substrate. As the pulse repetition increases, a lower peak power produces minimal vaporization, but conducts more heat. Contributing factors that influence the marking contrast and quality are pulse width, focal distance, beam velocity and the vector line separation distance.
In conclusion, plastics laser marking is an excellent process. The quality of marking depends on the polymer matrix, additives and colorants, injection molding process, and the laser source. Molded polymer surface issues which inhibit readability can affect safety, performance and function of the product. Glass emergence is one type of molding surface defects that deleteriously affects the quality of marking. Resin-rich part surfaces and uniform dispersion/distribution are critical to achieving robust laser marking.
Scott R. Sabreen is founder and president of The Sabreen Group, Inc., an engineering consulting company specializing in secondary plastics manufacturing processes – surface pretreatments, adhesion bonding, inkjet printing, laser marking, industrial coatings, decorating and finishing, and product security. He has been developing pioneering technologies and solving manufacturing problems for more than 30 years. He can be contacted at 972.820.6777 or by visiting www.sabreen.com.