


By Craig Birrittella and Bill Reed, business development managers, automotive, Branson Welding and Assembly at Emerson
Since its initial development, laser welding for plastics has made an important contribution to the successful, high-quality assembly of a growing range of products – from medical diagnostic testing devices to computers, cellphones, electronics, appliances and automobiles. All of these applications require not only assembly efficiency, but also high quality, high reliability and excellent product aesthetics.
But 25 years ago, laser plastic welding barely existed. Designers and engineers – hungry for new methods of joining plastic components – began comparing laser welding with other methods to understand its unique capabilities and benefits. And, as they say, the rest is history.
Before reviewing that history, let’s examine the process itself, starting with the idea that one of three things happens when light energy encounters a material such as plastic: That light energy may be reflected, transmitted through or absorbed (see Figure 1). Welding engineers take advantage of all three of these material properties, managing them in different ways to achieve the desired outcome.
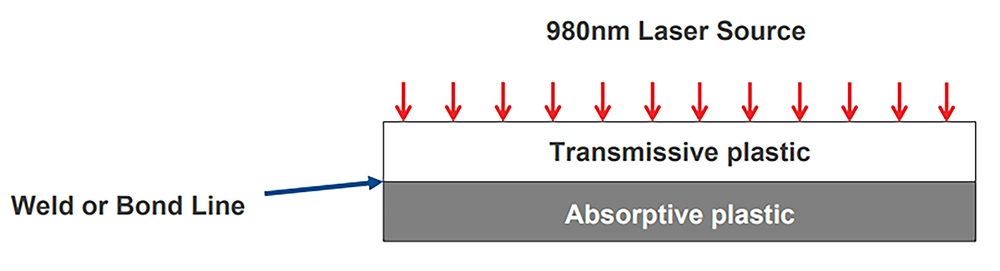
Traditionally, laser welding is based on a through-transmission approach using a 980 nanometer (nm) laser source. The 980 nm laser source is directed through one part that transmits laser light (a transmissive part) to another plastic part that absorbs laser light (the absorptive part). This light energy (radiation) when absorbed, produces heating at the interface between the two surfaces. The heating rapidly conducts into the transmissive part as well, accumulating at the weld zone between the surfaces where it creates an area of melted material that, under compressive force, collapses and cools into a strong, molecular bond (see Figure 2).
Types of laser plastic welding
Generically, laser welding using transmissive and absorptive materials can be referred to as through-transmission laser welding. But actually, there are three subtypes of through-transmission laser welding:
Simultaneous through transmission welding applies laser energy to the entire joint surface at once, heating and melting across the entire weld zone simultaneously. To accomplish this, multiple laser sources are directed through a structure called a waveguide that regionally homogenizes and shapes the laser energy to match the weld joint of the parts. The parts are compressed together during the weld process, and the result is a weld joint that is virtually free of particulate. Cycle times are very fast with this method, and it is commonly used for joining and hermetically sealing parts that require low to very high production rates. This method can be used on very small to very large parts, including parts that are completely flat up to those with complex curves and shapes, such as automotive taillights.
Trace welding often is applied to parts that require thin, precise weld lines in close proximity to other weld lines or fluid paths. This method does not employ fiber-optic bundles or waveguides. Instead, it uses a free-form laser beam that is guided by a programmable mirror (reflector). The mirror “traces” one or more lasers along the length of the weld line of the parts, progressively heating the entire joint until there’s a complete melt area. The parts are compressed together during the weld process, resulting in a weld joint that is virtually free of particulate. Application examples include the microfluidic components used to create flow paths in blood testing or medical devices.
Scan welding is the least common of the three through-transmission laser welding methods. This method “scans” a line of laser energy across a wide area, not unlike the way an office copier or printer scans a piece of paper. The available weld area is the product of the source laser “line” and the scanned distance. This method is useful for some applications, but more commonly, scan welding applications utilize a “mask,” a strategically shaped intermediary placed between the laser source and the parts to be welded. The mask either reflects or absorbs the laser energy, selectively preventing it from reaching areas of the parts that are covered. As a result, laser energy is applied only to the areas that are to be welded. Here again, the parts to be welded are compressed together during the weld process, and the result is a weld joint that is virtually free of particulate. Scan welding often is used to bond thin films to plastic packages, or to bond flat, level plastic parts onto the surfaces of other parts. One prime example of scan laser welding involves the top cover of a solar array, which uses a pattern of masks to create a crosshatched pattern of laser welds that bond its transmissive cover to the underlying plastic substrate that contains individual solar cells.
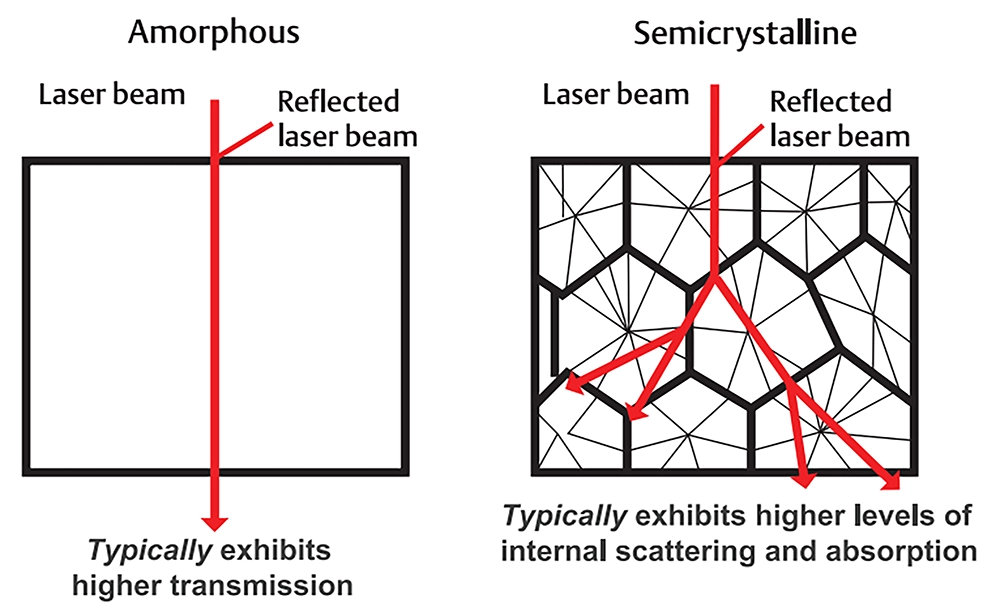
While many amorphous and semicrystalline plastics are compatible with the laser welding process, these differing material properties affect laser transmissibility and absorption. As shown in Figure 3, amorphous plastics typically transmit laser energy more efficiently, while the more complex structure of semicrystalline plastics tends to scatter and absorb a greater amount of the transmitted laser energy. These structural differences in plastic materials, along with any expected additives in the material formulations, must be evaluated during product development since they have implications in many aspects of the laser weld process. These include the appropriate method of laser welding, the level of laser power, the total amount of laser energy input required, and the expected cycle time to complete the intended weld.
Growing pains: Overcoming early barriers
Early consideration and adoption of laser welding often were based on the joining needs of specific applications that were not met by existing technology. But early adopters needed a healthy dose of courage and perseverance since laser welding introduced new challenges. The approach showed great promise, but its reliability and capacity were unproven in high-volume manufacturing. Manufacturing engineers had to learn about and then adopt the technology for use in existing manufacturing practices. There were relatively few experts and not much general knowledge of the process. The global supply chain of new equipment, spare parts and services had yet to be proven. And, they had to justify the capital investment as well.

But product designers, engineers and operations personnel across the world quickly learned how to take advantage of the unique characteristics and capabilities of laser welding processes to solve problems. Consider two examples:
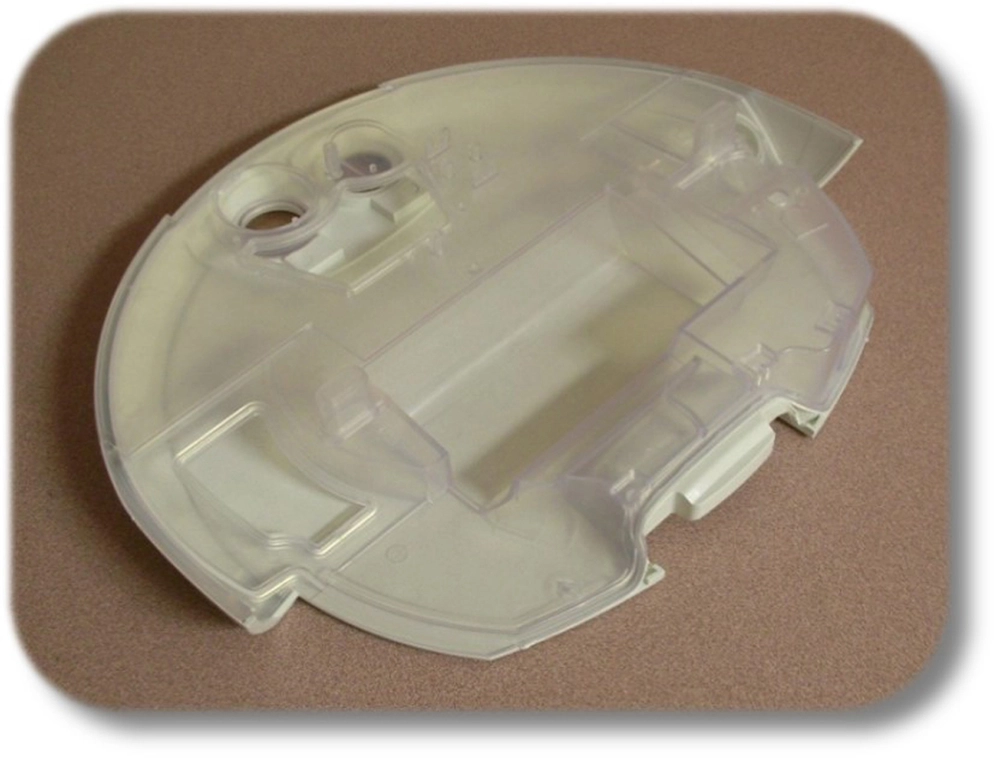
- An appliance maker was unable to bond two circular plastic parts with raised plastic features used in a water reservoir. The parts had been designed for hot-plate welding, but inconsistencies in the welding process caused severe product quality and production issues. The product’s launch was in jeopardy. The appliance maker quickly changed tactics and deployed a laser-welded solution that produced a fast, high-quality joint that solved all of its quality and production issues. Furthermore, it did this without changing the weld joint design (see Figure 4).
- A maker of automotive filters needed an alternative to capture filter material within a compact sealed housing that offered too little plastic to allow for heat staking (to capture the filter material) and was too thin to tolerate a vibration-welded sealing process. A slight redesign of the part, together with laser welding, enabled the part to meet these challenges (see Figure 5). Because laser welding heats the weld zone without the part-to-part motion required for vibration welding, it could provide a strong bond between relatively thin parts, using a minimum of available part surface material.
Design and process advantages gain acceptance
Versatility in handling different materials. Relative to other plastic welding technologies, laser plastic welding is compatible with the widest range of materials. While ultrasonic and vibratory processes often require the use of somewhat stiffer plastics that can tolerate the vibration needed for frictional heating and welding, laser welding can accommodate both stiff and more flexible plastics, as listed here:
Polycarbonate
Nylon / PA / PPA
Acetal
ABS
PEEK
Polystyrene
Polysulfone
Xenoy
POM
PBT
PPS
Acrylic / PMMA
TPU / TPE
EVA
Cyclic Olefin Copolymer
Zytel
Ultem
Polypropylene
LDPE & HDPE
AES
Accommodates lightweight or delicate parts. Parts designed for vibratory weld processes typically require robust weld joints, designed with added plastic to handle the part-to-part motion that generates frictional heat in the weld zone, as well as flash traps to hold the excess melted material. Laser welding creates heat without mechanical friction, enabling the use of more delicate parts and joint surfaces that utilize a minimum of material for a strong bond. The process also allows for bonding with extremely low clamping force, enabling large or delicate parts to be joined without high mechanical stress.
Handles shapes and contours. While traditional plastic welding methods often require weld planes that angle or taper no more than 15 degrees so the tooling can grip and vibrate parts against each other, laser-emitting waveguides conform closely to the complicated part geometry, enabling laser welding of part designs that maximizes aesthetic or functional performance. The laser process also is forgiving, since its cone-shaped laser beam extends slightly beyond the target weld area, enabling it to complete quality welds despite typical part-to-part dimensional variations.
Delivers excellent weld quality. Laser welds require no friction, vibration or movement. Laser-emitting waveguides can conform precisely – even to complex part geometry – ensuring rapid and uniform melt across the weld interface. The result is a uniform, consistently strong weld joint with precise melt-collapse depth, hermetic sealing and low-stress part alignment.
Ensures particulate-free purity. The laser welding process is exceptionally gentle, producing virtually no particulates. Though the process is clean enough to work in a cleanroom environment, it’s also rugged enough for any production floor.
Accepts sensors and electronics. Because the laser welding process uses targeted heating and is free of vibration, it offers an excellent joining alternative for parts that contain sensors, electronics, printed circuit boards (PCBs) or wiring.
Offers unsurpassed part aesthetics. The exceptionally clean, particulate-free weld lines typical of laser welding also free designers to create products with close-fitting joints and parts that demand a high degree of clarity, including reflective components, lights, or electronics used in everything from automotive lighting to wearable devices. Laser welding that includes a waveguide is also suitable for “A” surface assemblies. The output face of the waveguide is machined to the part CAD data and then polished and plated. The smooth surface and contour of the waveguide leaves no marks after contacting the “A” surface and completing the weld.
Works in 2D and 3D. Many plastic welding processes work only in two dimensions since parts are welded together using vibration and compression from above and below. However, the 3D capabilities of laser welding open new design and assembly opportunities, since laser energy can be applied to the weld joint at any angle.
Markets expand
As the market for plastic components grew, laser welding continued to prove its benefits and expand in its versatility. And with the continued drive for new applications, plus the introduction of newer materials, the process expanded to reach a broad range of industries, including:
- Business and consumer electronics: Earbuds, cameras, speaker boxes, cellphones and accessories, tablet computers, ink and toner cartridges.
- Automotive: Head- and tail-light assemblies, interior lights, instrument clusters, sensors, internal engine sub-assemblies, fuel pumps and filters.
- Appliances: Touch panels, housings, screens and lighting.
- Medical diagnostic and treatment devices: In vitro diagnostic devices, dialysis equipment and fluids, inhalers and respiratory therapies, drug-delivery devices, and surgical instruments.
Clear-to-clear laser welding
Through further innovation, it is also possible to laser weld two optically clear (transmissive) plastic parts for medical and other applications. The “clear-to-clear” laser welding process overcomes the traditional limitation of transmissive/absorptive parts by treating one of the two mating parts with a biocompatible laser absorber prior to welding. The absorber consists of microparticles of pigment dye that are suspended in a fluid carrier. During the welding process, the pigment dye evaporates and the absorber becomes optically clear.
Because the laser-absorbing pigment dye so efficiently generates and conducts heat and melt, its use can compensate for even larger differences in the glass transition temperature (Tg) of different polymers used in mating parts. For parts or devices that demand optically clear flow paths, the technology is invaluable. In medical applications, for example, clear parts simplify the collection of automated blood cell counts in capillary-sized fluid paths to enable a technician to validate the proper administration of a micro-dose therapy to a patient.
Conclusion
Laser plastic welding is increasingly popular today not only because it can provide solutions that other processes cannot but also because its cleanliness, precision and efficiency have come to be associated with high-value, high-aesthetic products. But before laser plastic welding could gain a reputation for producing beautiful results, the process, equipment, service and supply chain associated with it had to be viewed as rugged, versatile and innovative enough to meet the challenges of high-volume production.
Twenty-five years on, plastic laser welding is meeting those challenges. And, as product designers and engineers continue to test the boundaries of laser welding with new materials and new applications, plenty more growth lies ahead.
Craig Birrittella is the business development manager, automotive, Branson Welding and Assembly at Emerson. During his 25-plus-year career at Emerson, Birrittella has received a US patent for lens adaptation to improve laser energy and has focused on a variety of additional technical areas, including vibration, clean vibration and infrared welding. Birrittella has a BS in mechanical engineering from the State University of New York, Buffalo.
Bill Reed is a 35-year industry veteran with an extensive background in ultrasonic and vibration welding, including weld tooling manufacturing, technical sales and customer support, and sales and marketing management. Today, Reed serves as the business development manager, automotive, Branson Welding and Assembly at Emerson.