

Zachary Sayah, application engineer, Henkel Corporation, and Wenlai Feng, Ph.D., chemist, Eastman
With the growth in the use of bioplastics, questions continue to arise on how they can be used and how they will react to processes such as adhesives, welding, decorating, etc. This article will summarize a recent study that was performed on Eastman Treva™ – a high-performance bioplastic and how it reacted to specific bonding adhesives.
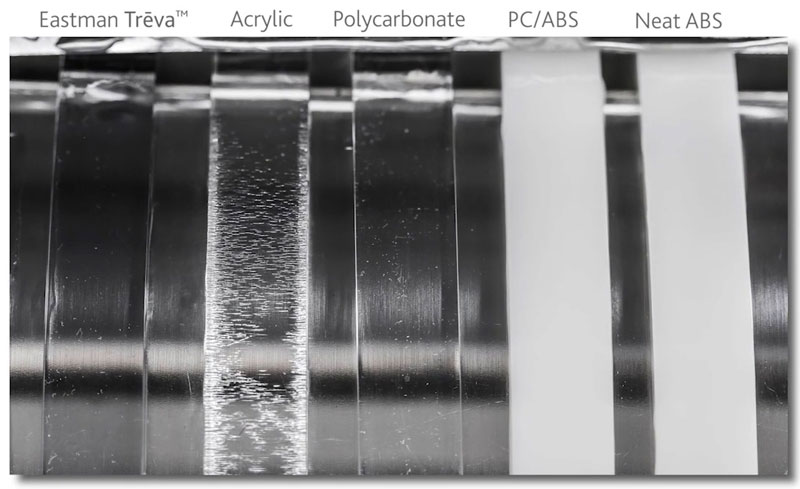
Eastman Trēva™, referred to throughout this study as the test sample, offers high-performance and reduced environmental impact, as well as being chemically resistant and dimensionally stable with excellent flow and low birefringence. It is derived from cellulose sourced from sustainably managed forests – meaning it can help reduce reliance on fossil fuels without putting extra strain on global food supplies. The United States Department of Agriculture’s (USDA’s) Biopreferred® program has certified the test sample engineering bioplastic GC6021 with a biobased content of 42%6. The bioplastic offers the following benefits:
- Chemical resistance allows it to stand up to some of the harshest chemicals, including skin oils, popular sunscreens and household cleaners4.
- Flow characteristics allow it to be used with complicated parts, including filling thin walls. This improved flow enables design freedom, allowing designers to innovate with confidence when molding or extruding4.
- Low birefringence eliminates the rainbow effect some plastics experience with polarized light. Expect great optical performance in electronic devices or retail displays4.
Due to these attributes, the test sample is a suitable material for applications in many markets. Because of the potential for the test sample to be a universal material, it is important to explore and document adhesive options that adhere well to the test sample products as well as other substrates. Different adhesives require different bonding processes. For example, light cure products require light of specific wavelength to start the reaction. Without the right wavelengths and intensities, the adhesives do not cure. Other adhesives may require two mixed components to form a bond. While there are several more types of adhesive cure processes, understanding the adhesion of different chemistries is essential for understanding the potential of the test sample to be used in engineered assemblies.
The adhesives used to bond the specimens of the test sample in this study are thermosetting plastics. All these adhesives are designed to provide permanent, lasting bonds. However, the correct chemistry is highly dependent on the demands of the application.
Light cure acrylic (LCA) adhesives are unique because they do not have specific open times before they start to automatically cure. On the contrary, their open time is infinite, and the cure is only ever started after exposure to a light source of the right wavelength (nm) and intensity (W/cm2). The cure is almost immediate, and the adhesive bond is instantly at its full strength. The main drawback to this adhesive technology is that the proper equipment is required. The photoinitiators in the LCA only begin the curing process if it is exposed to the proper wavelength. Other adhesive technologies slowly build strength over their cure schedule and usually will not reach their full strength for several hours, or even days.
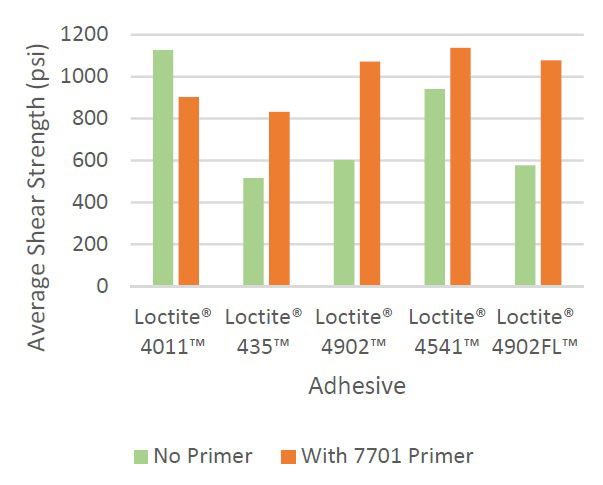
Cyanoacrylates (CAs) are most commonly known as “super glue.” They are known for their rapid fixturing and high initial strength. They cure through ambient moisture. This cure schedule may be sped up with CA primers. In this study, LOCTITE® 7701™ Primer was chosen. Considerations for this technology include low impact resistance, low peel resistance and the fact that it requires a small gap to cure. Uncured excess CA will “bloom” or “frost” nearby surfaces due to an evaporation reaction.
Light cure cyanoacrylate (FLASHCURE®) adhesives are hybrids between CAs and LCAs. Both cure mechanisms (light and moisture) may be used to cure them. The first main benefit to this dual cure is that the CA cure will help fixture the part before the full cure is brought by light exposure. The second main benefit to this dual cure is that the blooming phenomenon experienced with CAs is eliminated by curing excess material.
Light cure silicone (LCS) adhesives are similar to LCAs. However, they polymerize to form flexible silicone thermoset material when exposed to the correct wavelengths. They have all the inherent benefits and considerations of LCAs. However, the main difference is that they require outdated bulb-based light sources to cure and will not fully cure with LED light sources.
Cyanoacrylate-structural hybrids (hybrids) are two-component adhesives. One component is CA, and the other component is either an epoxy or an acrylic (structural). The CA component provides speed of cure and high initial strength, while the structural component provides depth of cure. A concern of this technology is that it requires proper mixing through a static mix nozzle.
Epoxy, methyl methacrylate and urethane adhesives are all considered structural due to their high strength, as well as their resistance to peel forces and impacts. These products can be either one-component of two-component and have varying properties including (but not limited to) fixture time, bond strength, hardness and elongation. These products typically do not cure as readily as CA or light cure adhesives but are usually more structurally robust. Whereas most light cure products are tailored to bond plastics and glass, structurals are designed to bond all materials (including metals) and to provide higher resistance to applied loads on bonded assemblies.
For this study, popular adhesives from each of these key technologies have been selected for testing in order to give a diverse bond strength profile for the test sample. Many of these adhesives are ISO-10993 certified for use in medical applications5.
Definitions
Bioplastic – Plastic that is biodegradable, has bio-based content or both6.
Birefringence – A double-refraction phenomenon in which an unpolarized beam of light is divided into two beams with different directions and relative velocities. (ASTM F1241)3.
Load at failure – The maximum breakaway load recorded during the test1.
Shear Strength – the maximum average stress when a force is applied parallel to the joint (ASTM D907-15)2.
Shear – Stress, strain or failure resulting from applied forces that tend to cause adjacent planes of a body to slide parallel in opposite directions (ASTM D907-15)2.
Thermoplastic – Monomer, polymer or copolymer, which readily changes state between solid and liquid depending on thermal conditions2.
Thermoset – Monomer, polymer or copolymer, which, when cured, changes into a substantially infusible and insoluble product2.
Standard lab conditions – Regulated temperature and humidity to an environment to 70 ± 2℉ and 50 ± 10% relative humidity.
Analysis
Specimen preparation
Eastman provided Henkel with specimens of the test sample specially molded into “flex bars” roughly 5” x 0.5” 0.125”. These bars would be used to measure shear strengths of bonded lapshear assemblies.
Specimens were cleaned with isopropyl alcohol, wiped clean and allowed to flash off for at least five minutes. Then, adhesive was applied to one of the clean substrate faces. A second substrate then was placed over the first, forming a quarter-inch overlap. Squeeze-out from this process was cleaned using sterile cotton-tipped applicators. The specimens were allowed to cure for the specified amount of time.
Specimens bonded with cyanoacrylate, epoxy, methyl methacrylate and urethane adhesives were given 24 hours at Standard Lab Conditions to cure. Light cure acrylic adhesives were cured with a 405 nm LED light source with an intensity of 1 for 10 seconds. Specimens bonded with light cure silicone adhesive were cured with a “D Bulb” (Part No. 983469) with an intensity of 1 for 90 seconds.
Methods
ASTM D3163:Adhesive bond strength is determined by stressing a single adhesive overlap joint with the application of a tensile force parallel to the bond area and to the major axis of the test specimen (plastic-to-plastic). The specimens were pulled to failure at a speed of 0.08″/min. A force transducer measured load at failure for each of these lapshear specimens. This force was then divided by the bond area (the overlap between the two lapshear faces) to calculate the shear stress. The failure modes also were recorded, indicating how the adhesive joints failed1.
Models
Shear stress was determined by the following equation:
? =
Where σ is shear strength in psi, F is the peak force recorded by the transducers (lbf), and A is the bond area shared between the two flex bars, measured in square inches. This was measured by taking calipers to each side of the overlap. If the two measurements were not the same, the average value was used1.
Adhesives
Cyanoacrylates: LOCTITE® 4011™*, LOCTITE® 435™*, LOCTITE® 4902™*, LOCTITE® 4541™*, LOCTITE® 4902FL™*
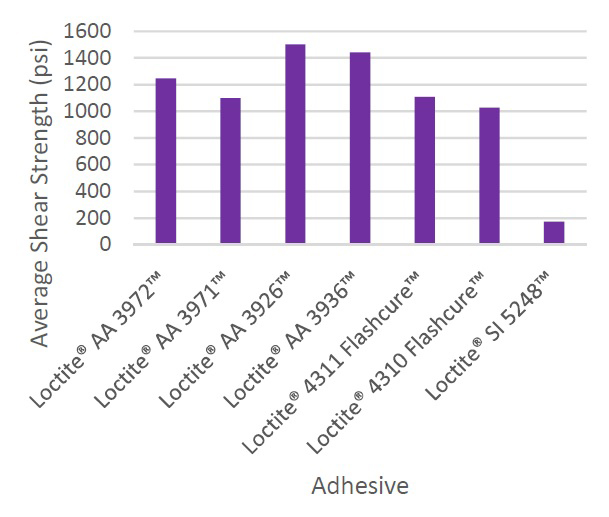
Light cure acrylics: LOCTITE® AA 3971™*, LOCTITE® AA 3972™*, LOCTITE® AA 3926™*, LOCTITE® AA 3936™*
Light cure cyanoacrylates: LOCTITE® 4311 FLASHCURE®*, LOCTITE® 4310 FLASHCURE®*
Light cure silicones: LOCTITE® SI 5248™*
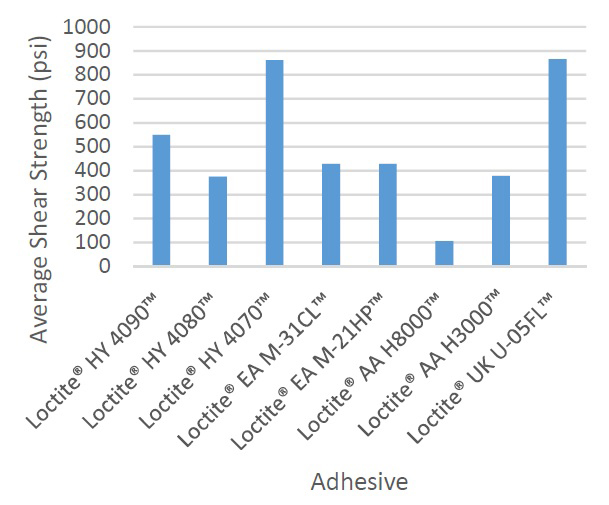
Hybrids: LOCTITE® HY 4090™*, LOCTITE® HY 4080™, LOCTITE® HY 4070™
Epoxies: LOCTITE® EA M-31CL™*, LOCTITE® EA M-21HP™*
Methyl methacrylates: LOCTITE® AA H8000™, LOCTITE® AA H3000™
Urethanes: LOCTITE® UK U-05FL™
*Denotes ISO-10993 Medical-grade Product5.
Results and discussion
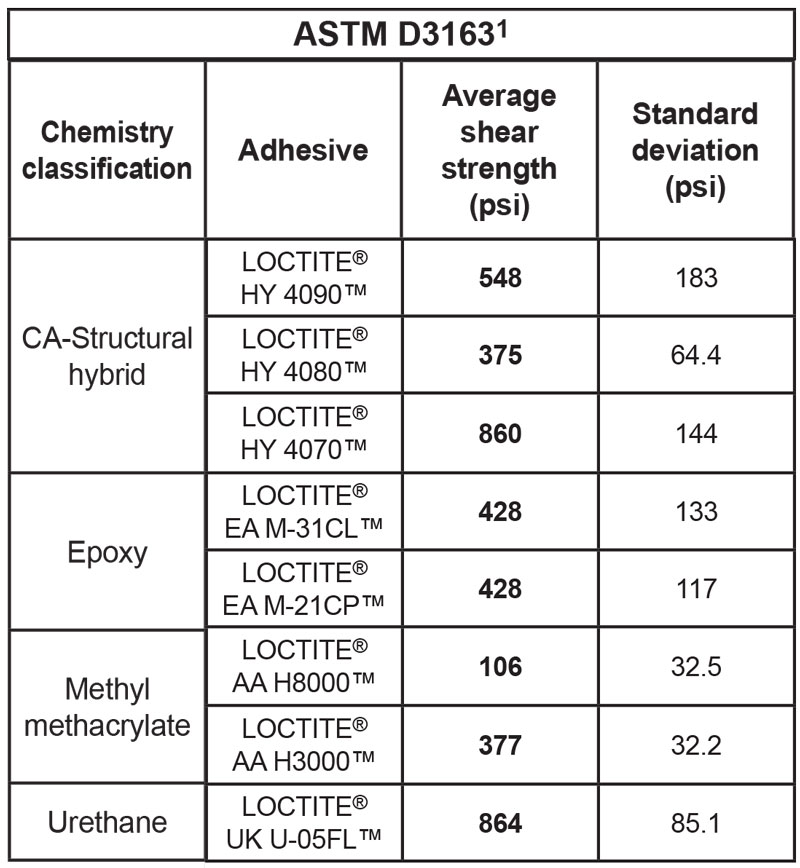
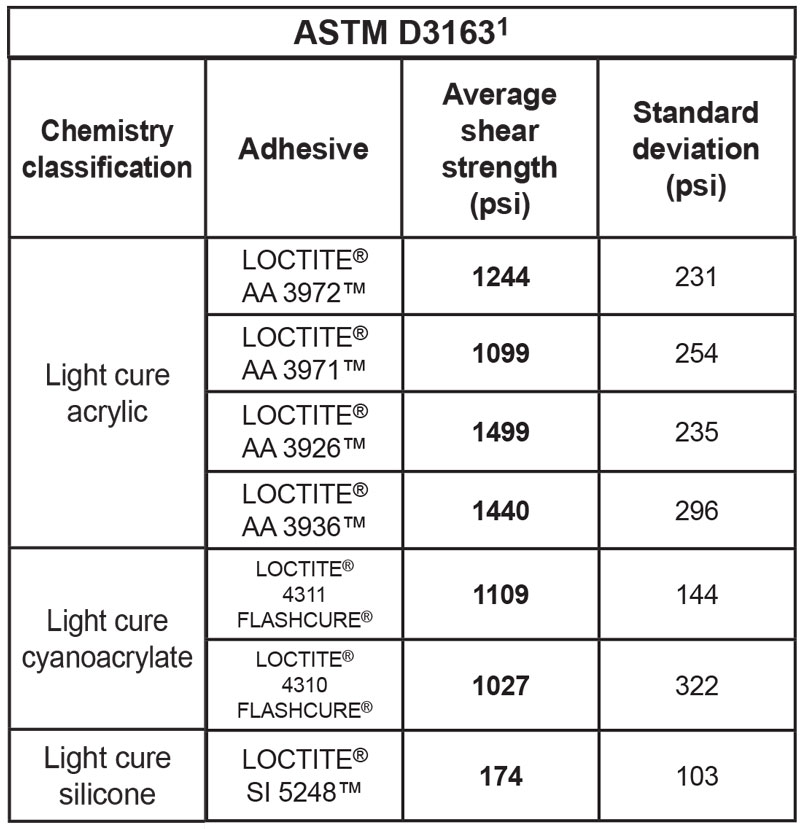
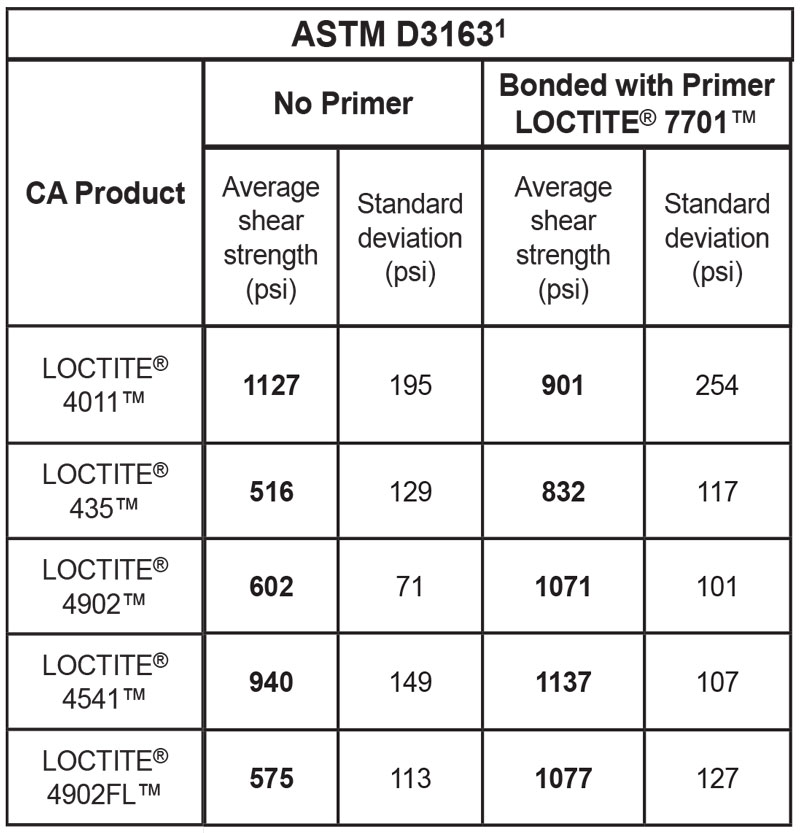
The following tables and graphs present the finding of the laboratory studies. These results are the averages of 10 replicates tested per adhesive. The results are an indication of how assemblies bonded with Henkel adhesives will perform under shear loading.
Data
Graphs
Conclusions
The finding of this study will be extremely valuable for future applications of the test sample bioplastic in several industries. This study focused on ISO-10993 approved products because the test smaple is expected to be used broadly in the medical industry. However, the findings of this study should not only reflect the performance of the test sample for needle bonding, tube bonding or other medical applications. They can be used as a guide to what else the test sample may be capable of5.
For example, this study revealed that urethanes and hybrid adhesives tend to bond the test sample better than MMAs or epoxies. Because of this, it is known that the test sample would be a suitable material for many structural applications, but not those that require epoxies or MMAs. This study also showed that 7701™ Primer increases the bond strengths of most of the CAs tested, but not all. This could have major implications for anyone trying to design a production process for these products.
It also was found that the FLASHCURE® products showed similar bond strengths to LCAs, whereas the light cure silicone showed a much lower bond strength. This indicates that rigid bonds produce much higher strengths than flexible bonds with the test sample.
In conclusion, the information gathered by this study will serve as a guide for anyone intending to implement the test sample into their design using adhesives.
References
- ASTM D3163-01, Standard Test Method for Determining Strength of Adhesively Bonded Rigid Plastic Lap-Shear Joints in Shear by Tension Loading. ASTM International, West Conshohocken, PA, 2014.
- ASTM D907-15, Standard Terminology of Adhesives, ASTM International, West Conshohocken, PA, 2015.
- ASTM F1241, Standard Terminology of Silicon Technology, ASTM International, West Conshohocken, PA, 2000.
- Eastman Chemical Company, Eastman Trēva™ Engineering Bioplastic. Kingsport, TN, 2019. https://www.eastman.com/Brands/Treva/Pages/Overview.aspx
- ISO 10993-1, Biological Evaluation of Medical Devices, International Organization for Standardization, Geneva, Switzerland, 2018.
- USDA, Biopreferred® Catalog, United States Department of Agriculture, Washington, DC 2019.
Acknowledgements
Special thanks to Ian Barron for producing the shear strength test data contributing to this paper.
TRĒVA is a trademark of Eastman Chemical Company, and BIOPREFERRED is a registered trademark of the United States Department of Agriculture. All other marks used are trademarks and/or registered trademarks of Henkel and its affiliates in the US and elsewhere.
Henkel, and its LOCTITE® brand, is a world leader in adhesives, sealants and surface treatments. Engineers and manufacturers rely on LOCTITE® solutions to tackle some of the most extreme design challenges. For more information, visit www.henkel-adhesives.com.