


By Paul Uglum, president, Uglum Consulting, LLC
Additive manufacturing is a growing and maturing portion of the plastics manufacturing landscape. Initially used primarily for prototyping, it is now successfully expanding into part manufacturing in several market segments. Current applications range from single-part prototyping and concept development to serial production, either of low-volume part runs or parts requiring some level of customization. Available technologies range from hobby-level systems to full industrial manufacturing systems. Additive manufacturing can produce parts with different forms and with high complexity that are unobtainable by other technologies.
Much like plastics decorating, additive manufacturing is a collection of different processes rather than a single manufacturing technology. What they have in common is a process of building up a part layer by layer; the difference is in the materials and technology used to accomplish this. In choosing the right additive manufacturing technology, it is important to understand the limits and advantages of the technology, as well as how it fits into the entire manufacturing workflow. This is even more important when the resultant parts are subject to secondary operations, such as plastics decorating.

Additive manufacturing can be accomplished with vat photopolymerization, material jetting, binder jetting, material extrusion, powder bed fusion and other techniques. The more common methods include fused deposition modeling (FDM), which melts and resolidifies resins such as ABS in fused layers; stereolithography (SLA), which uses a laser to draw part layers in a bath of photopolymer resin which is lowered to build up layers one at a time; selective laser sintering (SLS), which uses a laser to fuse layers of powdered materials such as nylon; multi jet fusion (MJF), which uses print heads to selectively apply fusing and detailing agents across nylon powder that is then heated and fused to make a solid part. Selective laser sintering is – the most common additive manufacturing technology for industrial applications and is used across market segments because of its ability to produce strong functional parts. Stereolithography is favored when fine details are needed. There are many other techniques as well as variations on the above. The best choice depends upon the production volume and product requirements.
There are many reasons for choosing additive manufacturing. As with any technology, it is used because it fills a need that other technologies do not. The time to implement additive manufacturing is fast compared to injection molding (no tool development and build time needed). It can be cost-effective for low- to mid-volume applications (no inventory on hand). It allows weight reduction and design freedom that is not possible with injection molding or machined plastic parts. It also effectively provides on-demand single-piece production capability.
The design freedom afforded by additive manufacturing allows the creation of shapes that are not possible with conventional plastic fabrication technologies. It allows designs that consolidate multiple parts into a single part. While this allows the manufacturing of “impossible parts,” it also means extra care should be taken when integrating additive manufacturing with conventional decorating processes. It is critical to understand what properties are needed across the workflow and into the final field application. When decorating a part produced by additive manufacturing, the constraints/requirements of the decorating process remain the same as for any plastic part.
The fundamental key to successful plastics decorating lies in making sure that the material set, decorating material and plastic substrate, part geometry and decorating process, are compatible and produce an end product that meets the design intent. For additive-manufactured decorated plastic, this means the material choice must work well for the printing process, post-processing and plastics decorating process(s). It also means the design must be optimized for all steps in the work stream.
Two important issues to deal with in decorating parts produced by additive manufacturing are the printed surface roughness and the porosity. 3D printed parts tend to be porous, which can lead to defects when decorating the parts. In addition, since 3D processes work by building up layer after layer of material, they leave a stair-step structure on the surface rather than the smooth surface in the cad model. The size of the steps depends upon the thickness of each layer, which varies with technology and operating parameters. Typical step height for SLA and SLS is about 100 microns while for FDM the thickness is more in the 100-300 microns range. SLA is the best method to produce a smooth surface and is capable of layers as thin as 25 microns. Surface roughness is calculated by measuring the average of surface heights and depths. It often is characterized and communicated as the roughness average (Ra) which is the arithmetic average of a set of individual measurements of a surface’s peaks and valleys (in microns).
Design for additive manufacturing
Guidelines for design for additive manufacturing are available and can reduce the material usage and, therefore, cost, reduce print times and increase stability and part strength. One also should consider the cleaning, surface treatment and if decorating is the best design solution for all stages of the manufacturing process. This may introduce some compromises but optimizing one step at the expense of the next can lead to failure.
The workflow for additive manufacturing is more than just part printing. It starts with the cad design processes, moves to the printing process and then to cleaning and surfacing, and finally to coloring or decorating the finished part. Mike Schorr of DyeMansion warns, “Too often customers do not understand the importance of post-processing and do not consider it until late in the program.”

Post-processing options
Achieving the desired appearance and performance often begins and ends at the surface. The barrier for efficient part production is that printed surface quality often is not good enough, as printed, for end-use applications or part decorating. Obtaining the right surface for the printed part comes down to choosing the right post-processing task. Post-processing, just like part printing itself, is a collection of potential processes. The goal of these processes is to remove the undesired characteristics that have been built in during the additive manufacturing process or are an artifact of the process.
Post-manufacturing processes include cleaning (removing any loose material and support structures), sealing porosity and, most importantly, smoothing the surface to acceptable levels. If support structures are needed because of the printing process and part geometry, they must be removed, which can add additional cost and time.
The smoothing process is necessary to improve the appearance, allow better coating, reduce porosity (sealing surfaces for easier cleaning and sterilization) and eliminate surface defects which can lead or mechanical failure points as well as appearance issues.
Sanding or sealing with epoxy and sanding are common processes for additive manufacturing; both involve some level of craftsmanship and are more appropriate for prototype production than for serial manufacturing.
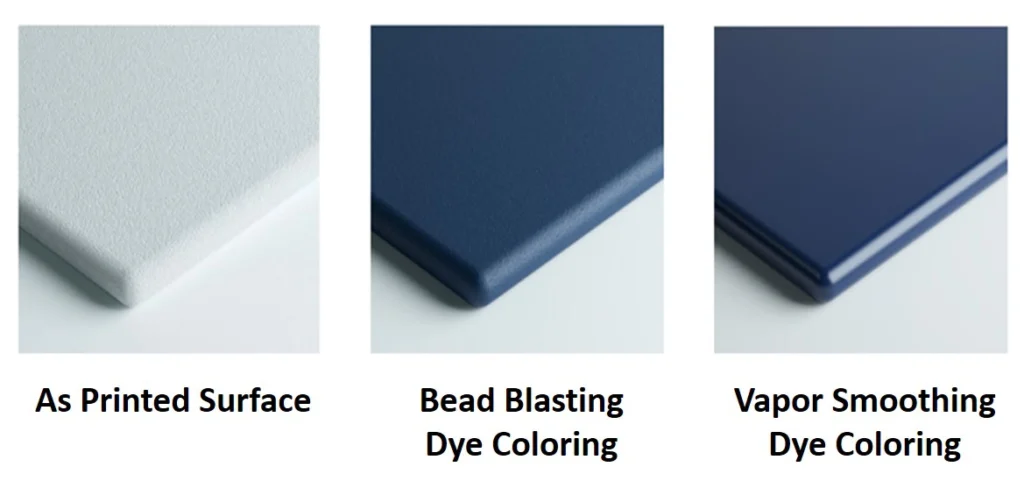
Mechanical processes, such as cleaning and bead blasting, are much more appropriate for volume production. Bead blasting consists of blasting small plastic or glass beads on the rough surface, which flattens the rough surface and, at the same time, increases the surface density and scratch resistance. Machining and grinding are possible where very tight tolerance or exceptionally smooth surfaces are required
Vapor smoothing provides the best surface outcome by both smoothing and sealing the surface. In vapor smoothing, the printed part is exposed to a vaporized solvent. This reflows the polymer surface and leaves behind a smoother finish. Excess solvent is removed by vacuum. Vapor smoothing can reduce the Ra by more than 80%, to values less than 2 microns in some cases, and seals the surface to a depth of 75 microns. Thermal smoothing utilizes a heat source to locally reflow the material, thus minimizing the roughness of the step surfaces without the use of chemicals.
Many of the reasons for decorating additive manufactured parts are much the same as for conventional plastic parts. Decorating increases the quality of the appearance and adds additional real and perceived value. Decorating in its various forms can also provide improved performance in the final application.
Decorating processes
Although in many cases additive manufactured parts can be used as printed or with typical post-processing operations, the use of decorating processes is increasing and there are many options.
Dyeing
Although not used as often with conventional plastics decorating, dyeing is one of the fastest and lowest-cost technologies to produce colored and aesthetically desirable printed parts. This works well with a wide variety of materials and is normally applied after the post-printing processing. Dye processes that color the part to a depth of 250 microns and have batch-to-batch color tolerances tighter than conventionally molded in color parts are achievable. Care should be taken to make sure the design is not one that traps air and prevents the dye from reaching all surfaces.
Physical vapor deposition (PVD)
If the purpose of PVD is to provide a specular (mirror-like) surface, significant smoothing and usually a leveling coating will be required. Depending on the material, a coating may be needed to improve adhesion. For applications where shielding or electrical properties are required, the part geometry and the final measured conductivity of the surface are important.
Galvanic process (electroplating)
Electroplating is a useful decorating technique for additive manufactured parts. Beyond the appearance and feel of an electroplated part, the process can provide additional functional capability. It makes the parts conductive, capable of EMI/RFI shielding, enables them to function as a wave guide; in addition, it imparts resistance to abrasion and makes the parts stronger than the plastic alone. The process is compatible with many printing resins. To be successful, the parts must be clean and watertight. This can be accomplished with epoxy fill or vapor smoothing, and in some cases by controlling the additive manufacturing process. Failure to meet these requirements will result in both defective parts and potential contamination in the plating baths.
Painting
Painting is always an option in plastic decoration. In additive manufacturing, it also is used to prepare the surface for subsequent decorating processes. Initial roughness and porosity are problematic and must be addressed prior to the painting process. Painting and coating processes provide a larger color pallet than dye and can add functionality such as abrasion resistance or soft feel. The batch size for additive manufactured parts is typically much smaller than the batch size for conventional automated painting lines so hand painting is a good potential option.
Printing
With the various printing processes, the issues are the same as with conventional parts. The part geometry, materials selection and, most of all, the surface texture will be critical to success. Digital inkjet decoration, pad printing and silk screening are all possible. The lower volume builds and desirability of customization should make digital decoration a viable direction when labeling or complex decorated appearances are desirable.
Thermal transfers and other processes
As with printing and painting, the various transfer constraints are the same as decorating conventional parts. The part geometry, materials selection and surface texture will be critical to success. Thermal transfers, digital thermal transfers and hydrographics are all possible.
Markets
Additive manufacturing typically works best for volumes less than 10K parts per year. It can be useful both in the early stages of production, when volumes are low, and for ramping down volumes at the end of the life of a program, as a replacement for end-of-life runs and warehousing service parts. The speed of implementation is a major advantage in additive manufacturing. Materials are still expensive compared to conventional molding so each application will have a different break-even point.
Parts produced by conventional molding processes are standardized; additive manufactured parts can be identically or infinitely customized. Like inkjet printing, customization down to single parts is possible and, in some cases, critical to success.
The medical markets and aerospace industries embrace printed part production, as does dentistry, jewelry manufacturing and consumer goods. For medical devices, such as prosthetics and cranial helmets, appearance is of great importance to the customer. Additive manufacturing provides biocompatibility for skin contact and custom fit with superior appearance options. For the aerospace market, it provides lightweight repeatable components without significant custom tooling costs. For industrial applications, the need for speed and repeatability are met.
Although there are some applications, automotive manufacturers are still slow to adopt additive manufacturing. This is partly due to volumes, but also because they are risk-averse and lack of appropriate specifications.
One significant success story is the application of additive manufacturing to eyewear. Because of the part shape, it is nearly an ideal application. Several companies have adopted the process, and it allows information from scans to be used to customize not only the appearance, but also the fit.
Conclusion
Take the time to learn about the various additive manufacturing processes. Shows such as Formnext in Frankfurt, Germany, provide a window into the advances in additive manufacturing by showing the latest technical advances. Trade journals, such as Additive Manufacturing, and technical articles also can be of use. Society of Plastics Engineers Additive Manufacturing and Decorating and Coatings Divisions also are useful resources. Working with the equipment manufacturers and suppliers of additive manufacturing services will provide an opportunity to investigate both the feasibility and appropriateness of the technology for individual applications. In implementing additive manufacturing, make sure that the part design and process choices consider the entire value chain rather than optimizing for just one portion. n
Paul Uglum has 43 years of experience in various aspects of plastic materials, plastic decoration, joining and failure analysis. He owns Uglum Consulting, LLC, working in the areas of plastic decoration and optical bonding. For more information, send comments and questions to paul.a.uglum@gmail.com.
References
Possibilities from Electroplating 3D Printed Plastic Parts, Additive Manufacturing, November 2023 pages20-23
Challenges in Electroplating of additive manufactured ABS plastics, Journal of Manufacturing Processes, Volume 68, Part A, August 2021, pages 1378-1386