

In the global label market, in-mold labeling (IML) has a small size and value compared with other decoration techniques, such as pressure sensitive, glue-applied labels or shrink sleeves, but it is quite an innovative market. There are not many players, as the production of IML labels is quite complex, technically speaking. In Europe, the market consists mainly of injection-molded products – margarine tubs, yogurt and ice cream cups, and paint pails – and is a mature market. In North America, extrusion blow-molded products, such as detergent bottles, dominate the IML market, but injection molding is quickly expanding.
IML is often considered as a standard product, as it is widely used in many applications, but still a few players dominate the market with a lot of know-how accumulated over the years. The production of in-mold labels is a very technical process, although the labels may not seem complicated. All the technical details need to fit perfectly with each other so that the labels will work trouble-free at the injection molder or at the filling line. Substrate, inks and coatings must perfectly interact, or the results turn into a complete disaster.
Coatings for IML
The coating is a very small part of the IML label. It is only three microns in thickness, in comparison with the IML film substrates with 50 to 70 microns. However, the coating has several functions in the IML process, and it plays a very important role – starting with the design of the labels, to the printing and diecutting of the labels, at the injection company, at the filling and packaging file, through the transport to the wholesaler and up to the product use by the consumer.
A look behind the scenes
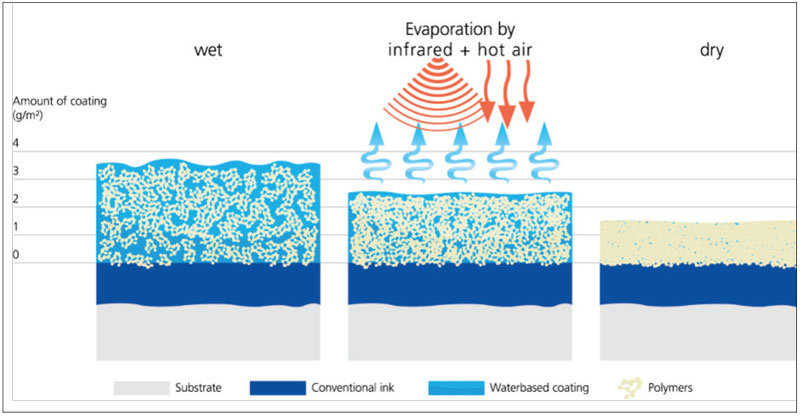
Many IML labels are printed using a water-based coating. These coatings are made of polymers, dispersions, waxes, silicone, ammonia and water. Each of these raw materials is responsible for a specific role during one of the stages to which the IML labels are exposed.

During printing, the coating dries with the press infra-red dryer with heat and airflow. Airflow plays a very important part during the coating drying, as heat can damage the IML film substrate. Water and amine in the coating evaporate, leaving only resins and the other additives that give all the special properties to IML coatings. Although the labels feel dry, they must rest for at least 24 hours or longer (depending on the type of inks used) before the printed sheets or rolls are converted to final labels.
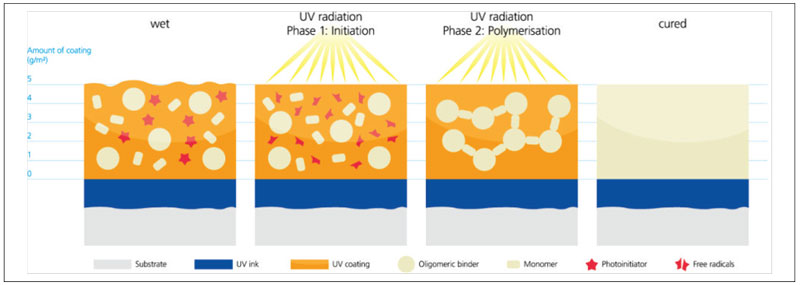
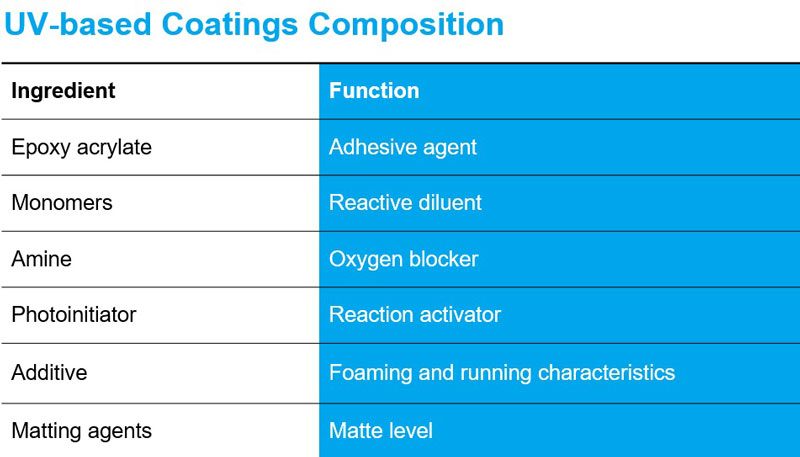
Many companies use UV coatings. Slightly different than the water-based coatings, UV coatings are made of monomers, acrylates, photoinitiators and additives. The curing process requires a UV lamp to polymerize the coating layer. There are also other types of cured coatings – HUV, LED and EB – but UV is still the most popular type of coating for the IML process. Although the inks and coatings are completely cured after printing, it is advised to wait at least 12 hours between printing and diecutting, as humidity, shrinkage of the film and other factors can influence the flatness of the final IML labels.
Functionalities of IML coatings
Contact with coatings occurs a thousand times every day, although it is not seen. For example, car paint has several layers of coating, the cereal box at breakfast has a coating and so on. Coatings in daily usage have the main function of protecting inks that are underneath. IML coatings basically will have the same function, but it goes beyond that.
At the design of the product or the label, IML coatings play an important role. Which type of finish does the designer want to have for the final product? The substrate used is very important, of course, as it defines whether the label appearance will have an orange peel (cavitated film), solid, transparent or metallic appearance. Nevertheless, the coating being outside will help to improve the desired appearance, as there are many options of coatings with special effects.
When using a transparent substrate, an important point is to also use a clear coating to highlight this feature. Another good example is the usage of dull matte coating to highlight product contents or to create a matte/gloss effect with spot gloss coating. When using matte/gloss effects, the use of strike-through (drip-off) coatings creates an astonishing effect for IML labels and is being used more to catch the consumers’ attention.
Many finishing options can be discussed with the printer to utilize the best effect in combination with the final product design or even the product inside the IML package. One important point to consider is that, during the injection process, the effect of some of these special features can be reduced due to shrinkage of the films or the injected plastic.
During printing, the IML coating will protect the inks from abrasion and scratches and will help to improve productivity, as the press can run faster and with fewer stops. The fast drying of the IML coatings will enable a faster transition to diecutting. During diecutting, the coating again plays an important role protecting the ink and, at the same time, reducing the static for a faster diecutting process. If the labels are punched, the coating will prevent the labels from blocking.
At the injection molder, the coatings have several special functions. First, the labels must lie flat. This is achieved through the coating in combination with the substrate and the correct storage and acclimatization of the labels. Second, the labels should not generate any static during picking at the magazine, but at the same time, they must charge with electrostatic when placed inside the mold. This is the main secret of the IML coatings.
During injection, the mold will be filled with hot plastic at more than 400ºF (204ºC) and a heat-resistant coating is needed. At the same time, there might be condensation inside the mold and the coating must be water-resistant as well.
After the injection, the injected products will be stacked and transported to the filling line. Again, the labels should resist abrasion, and a very important role of the coatings comes into play. As most IML applications are for food products, the IML coatings must not migrate or transfer into foodstuff.
Although the labels are outside the packaging, the so-called offset transfer can occur during the transport of the IML containers as the tubs or cups are stacked together and the outside of the label (coating side) will face the inside of the packaging where the food will be in direct contact with it. For this reason, IML coatings are extensively tested for migration, transfer and extraction into different types of foods to be sure that the whole process is safe for consumers.
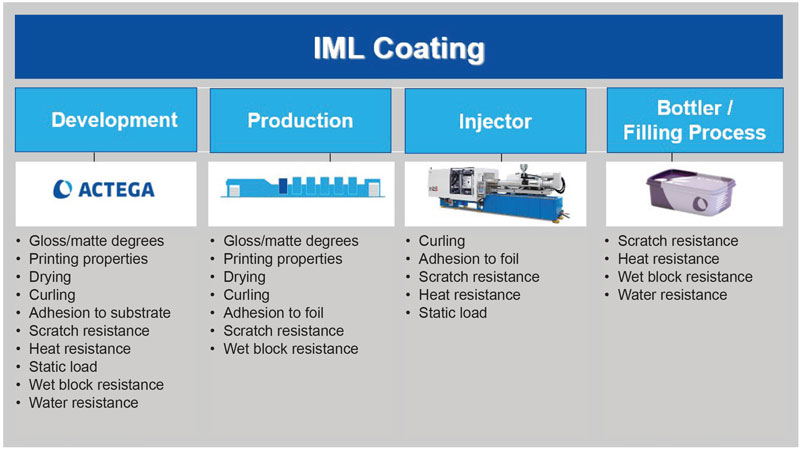
At the filling line and packaging line, the coatings must again resist scratches during transport on the conveyor belts. Sometimes the packages are submitted to a pasteurization process or a hot water bath before filling – another resistance issue for the IML coatings. Some products are hot-filled. After the filling some products are stored in freezing temperatures, and some products are quite aggressive (for example detergents or cleaning products). The coatings should be resistant to all these substances.
After all, the main objective of the coating is to guarantee that when the consumer goes to a store, the labels have an impact to sell the product, the printed images resist all the processes and keep all the information for the consumer, and they do not change any characteristics of the packaged product.
IML coatings seem quite complicated and very technical, but it is a proven application with several companies using it successfully all over the world.
ACTEGA develops and produces specialty inks, coatings, adhesives and sealing compounds with a focus on the packaging, printing and pharmaceutical industries. Products offered by ACTEGA provide high-value visual appearance to materials such as paper, films, board, plastics or metal. Moreover, these products provide defined functionalities, such as a high chemical resistance and end-use durability. ACTEGA is one of the four divisions of ALTANA.
 Andre Soterio
Andre Soterio
segment manager-labels Europe
ACTEGA Terra GmbH