

by Scott R. Sabreen, president, The Sabreen Group, Inc.
Industrial inkjet printing is having a significant impact in decorating that has been traditionally done by conventional analog processes such as pad, screen and flexo/gravure printing. Inkjet technology has progressed from continuous single-color solvent inks to drop-on-demand full gamut colors, binary to grayscale, mercury vapor lamps to UV LED curing, and scanning flatbed printers to 360° rotational.
The new frontier is single-pass UV LED color printing on 3D plastic products using a new toxicity and biocompatibility certified ink. Single-pass is faster than scanning and more cost productive, but the technology is more complex and requires precise engineering. These factors then combine with the inherent challenges of ink adhesion on low-surface-energy polymers. Dynamic contact angles are examined to determine ink viscosity and surface wetting.
Single-pass inkjet has been around for a while, with emphasis in 2D printing of web lottery tickets, smart cards, ceramic tiles, cardboard cartons and boxes, and more. The early technological challenges have been overcome along with recent advancements in ink chemistry and polymer science to enable full-color, single-pass UV LED inkjet printing of low-surface-energy polymers. Fully automated mass production systems are available with optional inline pretreatment and vision. This article examines UV-curable inks, polymer surfaces and wetting.
Scanning vs. single-pass printing
Inkjet printers print by applying ink in either single or multiple passes. Either the printheads are moving over the object, or the object is moving below a fixed printhead or printhead array. Scanning, or multi-pass printing, means that the printer performs many passes over the substrate to cover it fully and to provide the detail required.
A benefit of scanning is that it makes any errors in the printing less visible, such as missing or misplaced dots. The downside to scanning is that it is slow, as multiple passes over the same area are needed to provide complete ink coverage. In single-pass printing, the printheads print directly onto a moving substrate (or web) on a moving transport system. The significant advantage of single pass is higher speed and increased productivity.
UV-curable inks
For all applications, the selection of ink is the single most critical decision that determines the system components including the type of printhead, curing parameters and potential need for surface pretreatment. The fluid chemistry (viscosity and shear) and physics of jetting each ink drop must behave precisely to run under extreme conditions. These factors become magnified for single-pass printing vs. scanning.
UV inks are cured into a solid when photoinitiators in the ink interact with a high-intensity source of ultraviolet light. UV inks are considered more environmentally friendly since they effectively do not contain solvents. However, these inks have toxicity concerns. Uncured UV ink has unreacted monomer, which is harmful to the human body. Even finished, cured prints may have residual unreacted monomer. The use of radiometers is highly recommended.
The individual components of pigmented UV-curable inks typically include monomers (low-viscosity liquids), oligomers (adhesion and cure properties), pigments (color), photoinitiators (UV curing) and additives (wetting and dispersants).
Each component plays an important role in optimizing the performance properties of the final ink formula. Formulating a UV white ink compared to process colors for single-pass inkjet printing is challenging due to its large and heavy TiO2 pigment particles, which easily sediment.
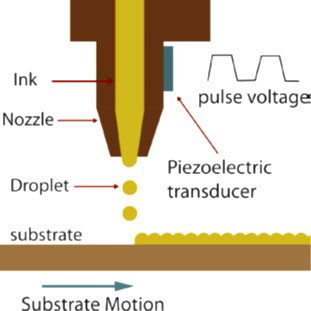
Viscosity (or strictly, shear viscosity) is a critical parameter that mediates the flow through the printhead nozzle and firing pulse. In piezoelectric drop-on-demand printheads, the firing pulse is a voltage that creates a movement of a piezo to induce a pressure differential (Figure 1).
Once a drop is fired, an alternating oscillation of pressure reduces over time (dampening effect). Due to high flow rates and small nozzle diameters, the fluids operate in a high shear rates regime. Also, viscosity has an impact on the filling of ink into the printhead ink chamber. The viscosity generally decreases with increased shear rate and this is termed a “shear-thinning” fluid (the reverse phenomenon where viscosity increases with shear rate is termed a “thixotropic” fluid).
As inks become thicker or thinner, changing shear jetting performance can be deleteriously affected. In the nozzle, the ink is both sheared and elongated, and the elongational viscosity is important to understand since it affects the formation and break-up of the ink filament and subsequent drop formation.
For example, Apollo FTX ink series is formulated and qualified to be safe for adults and children (contact with human skin) per ASTM D 4236 (LHAMA – 16 CFR 1500.14) and biocompatibility tested†. The chemistry is precisely matched to specific UV LED cure properties and aesthetics, not undercure (tacky) or overcure (brittle).
This ink has high consistent flow (stable rheological behavior) and exit contact angle of the ink leaving the nozzle (uniform jet break-up). This ink possesses exceptional wetting, adhesion and intermolecular adhesion between white ink (base layer) and CMYK++ colors. Surface pretreatment is not necessary on many low-surface-energy substrates, including nitrile rubber and latex.
Final cure properties demonstrate unmatched scratch/mar and chemical resistance, including dishwasher testing. The ink is compatible with specific Ricoh, Mimaki, Xaar, Toshiba, Konica Minolta printhead models.
Polymer surfaces and wetting
Accurate ink viscosity for single-pass printing is critical to control color bleed (due to the heavy volume of ink put down on one pass) compared to scan printers. Inkjet inks are low viscosity and low surface tension, which creates adhesion problems on many polymers, such as polyolefins, nylons, TPE/rubber, etc. These types of substrates are non-polar, chemically inert plastics that are hydrophobic and not naturally wettable.
Consider a single liquid fluid droplet on a flat solid surface at rest (equilibrium). The angle formed by the solid surface and the tangent line to the upper surface at the end point is called the contact angle. It is the angle between the tangent line at the contact point and the horizontal line of the solid surface.
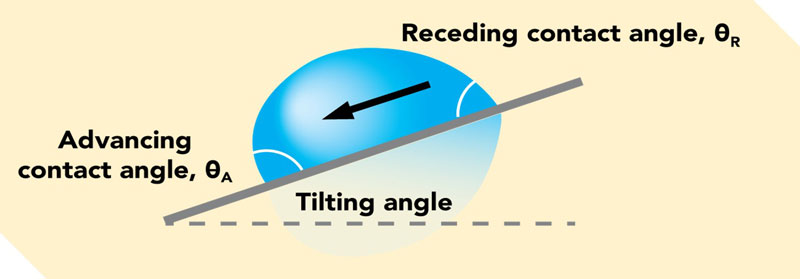
However, ink fluids and contact angles are dynamic, not static. When a droplet is attached to a solid surface and the solid surface is tilted, the droplet will lunge forward and slide downward. The angles formed are termed, respectively, the advancing angle (θa) and the receding angle (θr) (Figure 2).
The droplet shape is due to the molecular forces by which all liquids, through contraction of the surface, tend to form the contained volume into a shape having the least surface area. The intermolecular forces that contract the surface are termed “surface tension.” Inkjet ink surface tension controls proper jetting from the printhead.
Surface tension, a measurement of surface energy, is expressed in dynes/cm. The higher the surface energy of the solid substrate relative to the surface tension of a liquid (ink), the better will be its wettability and the smaller will be the contact angle. As a rule, acceptable bonding adhesion is achieved when the surface energy of a substrate is approximately 8 to 10 dynes/cm greater than the surface tension of the liquid.
Contact angles generally are affected by changes in surface chemistry and changes in surface topography. The advancing contact angle is most sensitive to the low-energy (unmodified) components of the substrate surface, while the receding angle is more sensitive to the high-energy, oxidized groups introduced by surface pretreatments. The receding angle is the measurement most characteristic of the modified component of the surface following pretreatments.
It is important to measure dynamic contact angles to understand the surface interactions, optimal jetting and the time needed between drop placement and when curing begins. Without this information, major inkjet printing quality problems will occur, e.g., satellites, overspray, mist, etc. It is recommended that a contact angle measurement instrument utilizing ballistic deposition be used rather than dyne solutions.
Conclusion

Single-pass UV LED color printing of rigid and flexible/stretchable products is one of the newest advancements changing industrial inkjet technology. To achieve successful production, many process factors and interrelationships must be understood at the beginning of any project.
References
1. Sabreen, S., Taylor D., Inkjet Printing for Flexible and Wearable Plastic, Plastics Decorating, January/February 2020
Apollo FTX Ink series are available for purchase. Contact The Sabreen Group at 972.820.6777 or engineering@sabreen.com
 Scott R. Sabreen is founder and president of The Sabreen Group, Inc., an engineering consulting company specializing in secondary plastics manufacturing processes – surface pretreatments, adhesion bonding, inkjet printing, laser marking, decorating and finishing, and product security. Sabreen has been developing pioneering technologies and solving manufacturing problems for more than 30 years. He can be contacted at 972.820.6777 or by visiting www.sabreen.com.
Scott R. Sabreen is founder and president of The Sabreen Group, Inc., an engineering consulting company specializing in secondary plastics manufacturing processes – surface pretreatments, adhesion bonding, inkjet printing, laser marking, decorating and finishing, and product security. Sabreen has been developing pioneering technologies and solving manufacturing problems for more than 30 years. He can be contacted at 972.820.6777 or by visiting www.sabreen.com.