by Scott R. Sabreen, The Sabreen Group, and Dustin Kurath, Northern Coatings
Industrial coating of plastics is a cornerstone process for decorating, finishing and mass customization. Liquid coatings are highly versatile, allowing for infinite functional and aesthetic possibilities. Coatings add value and are cost-effective and eco-friendly; however, coating processes are multifaceted and require proper engineering. The effects of paint chemistry and polymer compatibility must be understood – for example, surface quality and cleanliness are essential for adhesion and defect-free quality. This article is the first in a series to discuss liquid coatings for plastics. In this issue, we examine polymer properties, types of interactions between coatings and substrates, polypropylene applications and coating technologies.
The terms “coating” and “painting” often are interchanged. Generally, the purpose of “painting” is for aesthetics, while “coating” is for performance by applying a functional material layer on the substrate. Examples of performance coatings include waterproofing, self-cleaning, anti-microbial, rust and corrosion prevention, UV/weatherability protection, flexibility and elasticity, and color retention. To achieve adhesion, plastic parts must be free of static, dirt, oils, fingerprints, mold release residues, etc. Low molecular weight oxidized materials – (LMWOM) such as antioxidants, plasticizers, slip and antistatic agents, colorants/pigments, and stabilizers – can change the paintability of a part and result in delamination and other defects. Due to the hydrophobic nature of polypropylene (PP) and many polymers, plasma pretreatment is necessary – sometimes in conjunction with chlorinated polyolefin chemical adhesion promotors.
Paint and polymer compatibility
The effects of paint chemistry and plastic compatibility need to be understood to achieve robust operations and end-use performance. The selection of paint and plastic has several interactions, including chemical, thermal and mechanical1. It would not be acceptable for any element to compromise the plastic properties. Design engineers must select the optimal polymer, a balance between performance and paintability. One complexity is there are so many different plastics and grades, even within the same polymer family, and each possesses unique properties and degrees of paintability. Primary processing is a contributing factor, including material purity, mold temperature, gating, degassing, degree-of-crystallinity, etc.
Chemical effects. Paint solvents and chemical interactions may damage the plastic. It often is desirable for the paint solvents to attack (etch) the plastic, which can improve adhesion bonding to a limited degree. However, solvents can cause surface crazing, environmental stress cracking, swelling, softening, dissolution of polymer substrate and many solvent-related defects (e.g., pinholes, solvent pop and voids).
Thermal effects. Some types of paints require elevated temperature curing. High(er) temperatures (relative to polymer moduli) may relieve molded-in part stresses causing warpage. Paint shrinkage during curing may produce residual stresses, and extreme temperatures may degrade the polymer. When oven curing, temperature rise should be gradual.
Mechanical effects. The strength and stiffness properties of the dry paint must be compatible with the plastic and function together as one. Selection of a paint system that is not properly matched to a given plastic substrate can lead to premature failure, i.e., “elastic mismatch.”
Polypropylenes
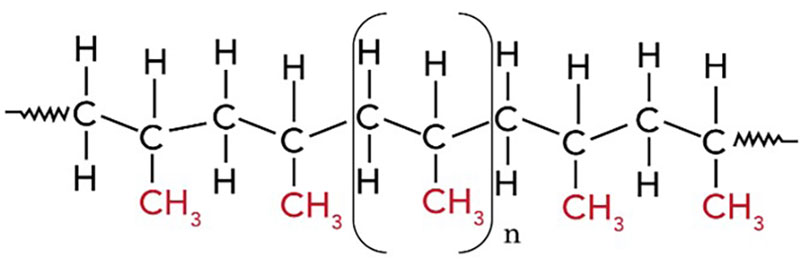
Polypropylene (PP) often is referred to as the “steel” of the plastic industry because of the various ways in which it can be modified for particular purposes. PP is a tough, rigid and crystalline, non-polar thermoplastic produced from propene (or propylene) monomer, and it is 100% recyclable. PP is difficult to bond because it is hydrophobic, non-polar and chemically inert, i.e., poor surface wettability. PP has a linear hydrocarbon resin belonging to the group of polyolefins. The chemical formula of PP is (C3H6)n.
Upon polymerization, PP can form three basic chain structures, depending on the position of the methyl groups:
- Atactic (aPP): Irregular methyl group (CH3) arrangement
- Isotactic (iPP): Methyl groups (CH3) arranged on one side of the carbon chain
- Syndiotactic (sPP): Alternating methyl group (CH3) arrangement
There are two main types of PP: homopolymers and copolymers. The copolymers are further divided into block copolymers and random copolymers. Homopolymer PP is a general-purpose grade. Block copolymer PP has co-monomer units arranged in blocks and contains anywhere between 5% to 15% ethylene. Random copolymer PP has the co-monomer units arranged in irregular or random patterns along the molecule, typically 1% to 7% ethylene2. The melting point of PP occurs at a range which means the temperature set point for oven cure should be assessed based upon its grade.
- Homopolymer: 160 to 165°C
- Copolymer: 135 to 159°C
Antistat. PP has excellent electrical insulating properties and a tendency to retain static charges that attract dirt to the surface. Antistatic additives can “bloom” to the surface, dissipating electrical charges but causing paint delamination. Additionally, white film (bloom) can show on the surface of dark colors after several months.
Effects of ultraviolet (UV) radiation. PP is greatly affected by UV radiation. Exposure to direct sunlight will cause loss of strength properties, unless a UV inhibitor or high loading of carbon black pigment is used. Even with high inhibitor or pigment addition, service life expectancy under severe sunlight conditions is limited.
Polymer design considerations for PP and low surface energy polymers:
- PP copolymers can be easier to adhere/bond than homopolymers.
- Nylons and polycarbonates are hygroscopic and must be dried. PP is not hygroscopic, but moisture on the surface of resin pellets that will cause the same problems as wet hygroscopic materials.
- Nylon “bulk” properties are hydrophobic, and “surface” properties are hygroscopic2.
- Nylon 6 absorbs moisture more readily than Nylon 66, whereby moisture acts as a plasticizer. Nylon 6 can be easier to bond than Nylon 11 or 12.
- Acetal POM copolymers (Celcon) can be easier to bond than homopolymers (Delrin).
- Polyethylenes are easier to bond, so ensure that PP is required before making a final material selection.
Applications from recycled polypropylene (rPP)
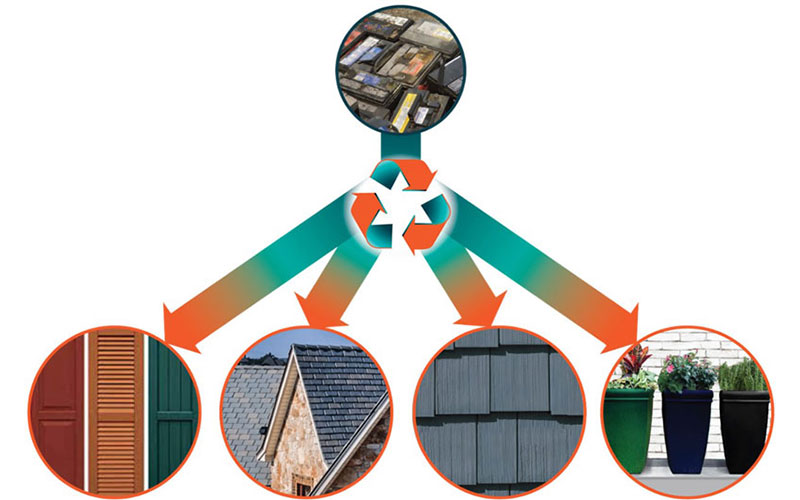
PP is 100% recyclable and paintable. See Figure 2. Automotive batteries are recycled into building/home interior and exterior products. Some of these products are warranted by the manufacturer for over 25 years. Coating is the most preferred decorating process for mass customization.
Coating technologies
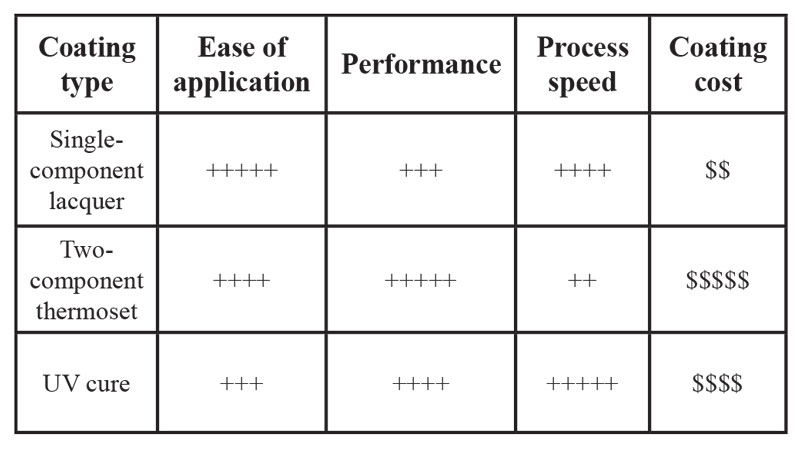
Several coating technology options exist for OEM plastic finishing, each with distinct advantages depending on performance, cost and line footprint requirements. These technologies fall into three main categories.
Single-component lacquers. Easy to use with low per square foot cost, single-component lacquers commonly are used in plastic decorating. These coatings dry and harden entirely by solvent or water evaporation and typically dry in 30 minutes or less at room temperature or under low bake conditions. Single-component lacquers can be formulated for hardness and abrasion resistance – or alternatively, for soft plastics, can be made flexible and ductile. The ability to air dry at room temperature reduces capital investment requirements, although low baking at 100 to 120°F helps reduce cycle time. Single-component lacquers are best suited for finished products intended for use where potential exposure to condensing humidity, water immersion and harsh chemicals is limited. These products are available in solvent- and water-based formulations and can be applied with HVLP or air atomized spray.
Two-component thermoset coatings. Two-component thermosets offer high performance and can be optimized for a wide variety of extreme industrial duty, outdoor consumer goods and automotive applications. Epoxies, polyurethanes and – to a lesser extent – M-cure reactive modifiers dominate this realm. Polyurethane coatings are high in per square foot cost but offer excellent chemical resistance, automotive grade color and gloss retention performance during prolonged direct sunlight exposure. Epoxies are lower in cost than urethanes and excel in film hardness, chemical resistance and moisture vapor barrier properties. However, epoxies have poor color stability and durability when exposed to direct sunlight in topcoat applications and are susceptible to blushing, so typically are used as primers. Additionally, epoxy coated products generally require a California Proposition 65 label.
Generally, two-component thermoset coatings require long cure to handle/package time since most of the film hardness develops via chemical crosslinking (curing). Due to the heat sensitivity of plastic substrates, the ability to speed up curing involving two-component thermosets by adding heat is limited. Plural-component mixing equipment can enable the use of faster curing formulations when shorter cycle time is needed. For applications where cost or cure time constraints preclude the use of two-component urethanes, M-cure is a potential option to consider since faster dry times can be achieved at ambient or low-bake temperatures without the use of plural mixing equipment due to new M-cure resin technology that has enabled M-cure formulations to achieve much longer workable pot life than historically has been possible. Water-based and solvent-based thermoset formulations are available and typically are applied with HVLP or air atomized spray.
UV-cured coatings. UV-cure coatings offer the best combination of fast drying/curing time and performance of any coating technology for plastic. Curing typically can be achieved in as little as three to 10 seconds, depending on formulation and part geometry. Once cured, plastic products decorated with UV-curable coatings are immediately ready for packaging. UV-cure coatings excel in toughness and chemical resistance and can be formulated to achieve long-term exterior durability or can be economized for lighter duty applications. UV-cure coatings generally require direct line of sight exposure to a UV curing lamp to achieve film hardness; however, water-based UV-cure coatings are unique in that they form a dry-to-touch film even before being cured, so small shadow areas on complex parts do not result in the presence of uncured, tacky residue in finished goods.
Mercury vapor lamps are the most commonly used UV source for curing and can be microwave or arc generated. Arc-style lamps are more cost effective to purchase but require warm up time and produce considerable heat. Microwave-generated lamps are more expensive than arc lamps but are ready to use within seconds of being turned on, produce less heat, and have longer bulb life. Both microwave and arc lamps are available with iron or gallium doping, making them suitable for curing pigmented colors, and can be combined with elliptical (flood) or parabolic (focused) reflectors, depending on peak power requirements and part geometry. In addition to mercury lamps, LED UV lamps emerged as a competing technology offering instant on/off capability with very low energy usage and extremely low heat generation and are best suited to regularly shaped cylindrical parts or flat parts due to limitations in focal geometry. Additionally, while LED lamps excel in through-curing of highly pigmented or high-build films, their use may require post-cure exposure to a diffuse or low power mercury lamp for complete surface cure. Available formulations include 100% solids, solvent-based and water-based. UV coatings can be sprayed with HVLP or can be roll coated on flat surfaces.
Conclusion
Coating processes are multifaceted and require precise engineering and quality controls. The effects of paint chemistry and plastic compatibility, as well as surface quality, are essential for product performance. Single-component lacquer, two-component thermosets and UV coating technologies are effective for painting and coating polypropylene materials, and they are available in water-based chemistries.
References
- Sabreen, S. and Roobol, N.: Painting Plastics for Painting, Plastics Decorating Magazine 2003
- Definitive Guide to Polypropylene, Omnexus SpecialChem, 2021
- Sabreen, S. Inkjet Printing & Adhesion of Low Surface Energy Polymers, Plastics Decorating Magazine 2019
 Scott R. Sabreen is founder and president of The Sabreen Group, Inc., an engineering consulting company specializing in secondary plastics manufacturing processes – surface pretreatments, adhesion bonding, inkjet printing, laser marking, industrial coatings, decorating and finishing, and product security. He can be contacted at 972.820.6777 or by visiting www.sabreen.com.
Scott R. Sabreen is founder and president of The Sabreen Group, Inc., an engineering consulting company specializing in secondary plastics manufacturing processes – surface pretreatments, adhesion bonding, inkjet printing, laser marking, industrial coatings, decorating and finishing, and product security. He can be contacted at 972.820.6777 or by visiting www.sabreen.com.
 Dustin Kurath is the technical director of Northern Coatings and Chemical Co., a paint manufacturer specializing in high-performance industrial coatings. Kurath has been involved in coatings research on high-performance general industrial and automotive coatings, aerospace coatings, packaging coatings and radiation-curable coatings since the mid-2000s. Kurath can be reached at 906.352.5060 or at www.northern-coatings.com.
Dustin Kurath is the technical director of Northern Coatings and Chemical Co., a paint manufacturer specializing in high-performance industrial coatings. Kurath has been involved in coatings research on high-performance general industrial and automotive coatings, aerospace coatings, packaging coatings and radiation-curable coatings since the mid-2000s. Kurath can be reached at 906.352.5060 or at www.northern-coatings.com.



